MOLD & DIE MANUFACTURING
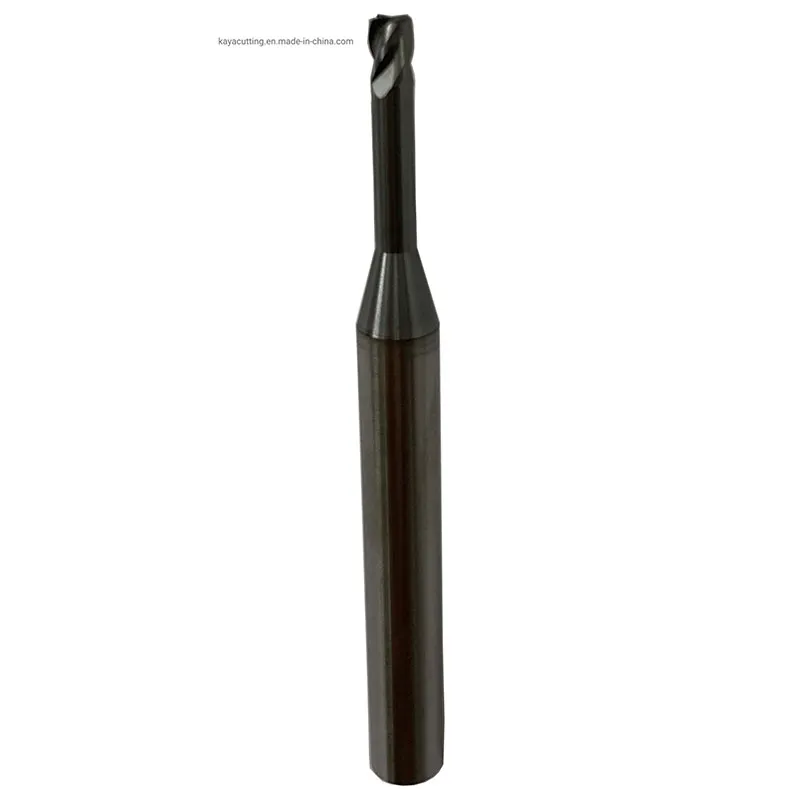
Mold and die manufacturing requires high-precision machining of hardened steel (HRC 45–65), often with complex 3D contours, deep cavities, and fine details. Common applications include plastic injection molds, stamping dies, forging dies, and die-casting molds. Materials such as P20, H13, S136, and NAK80 demand tools with exceptional wear resistance, edge retention, and thermal stability. KAYA offers solid carbide end mills, ball nose cutters, and high-hardness taps designed for finishing and semi-finishing operations. Our HRC60 ball nose end mills with AlTiN coating and micro-grain carbide substrate maintain sharp edges even at high temperatures, reducing rework and improving surface finish to Ra 0.4 µm.
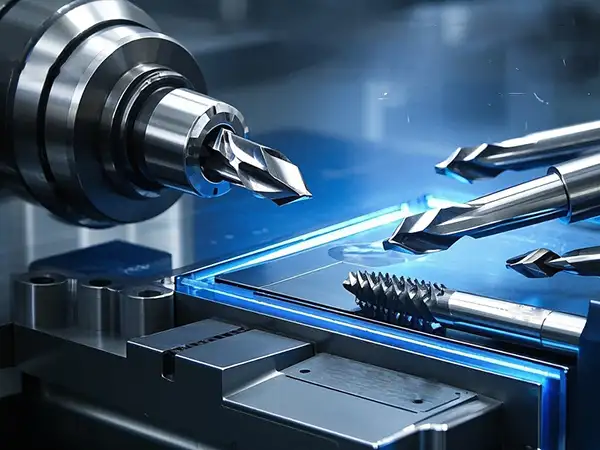
⚙️ Machining Challenges & KAYA Solutions
Engineered answers for your toughest manufacturing problems
Challenge:
Drill deflection in deep cooling channels (Ø6–12 mm, depth >200 mm).
KAYA Solution:
Use guide‑pad deep hole drills, pre‑drill a pilot hole (1.5×D), and apply high‑pressure coolant with a rotary union.
Challenge:
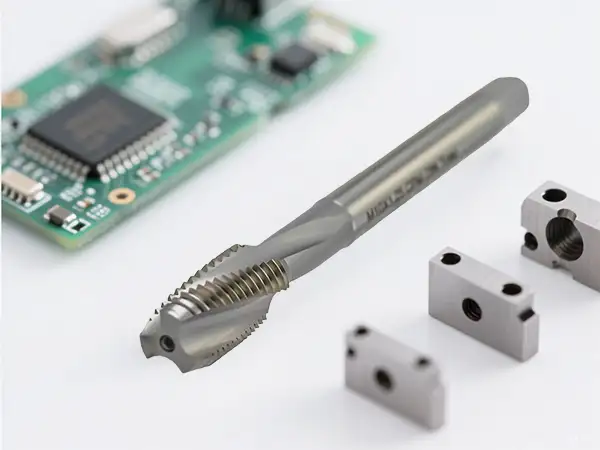
Tap breakage when threading ejector pin holes (M3–M6).
KAYA Solution:
Use HSSE‑PM taps with TiCN coating; for through holes use spiral point taps, for blind holes use spiral flute taps; use tapping oil.
Challenge:
Uneven wear on face mills causing poor flatness on large mold bases.
KAYA Solution:
Use double‑sided indexable face mills with wiper inserts; regularly check runout and use symmetric cutting paths.
Challenge:
Drill breakage when drilling very small electrode holes (Ø0.3 mm).
KAYA Solution:
Use micro carbide drills (0.3–1 mm), spindle speed 30,000–50,000 RPM, and peck depth ≤5× drill diameter.
Challenge:
Vibration and poor surface finish due to long tool overhang in deep cavities.
KAYA Solution:
Use anti‑vibration end mills with variable helix and variable pitch, combined with high‑rigidity holders (shrink fit or hydraulic).
Challenge:
Rapid wear at the ball nose radius when finishing hardened steel (HRC55).
KAYA Solution:
Use nano‑AlTiN coated ball nose end mills, small stepover (0.02–0.05 mm), and high‑speed machining (>150 m/min).