MEDICAL DEVICE MANUFACTURING
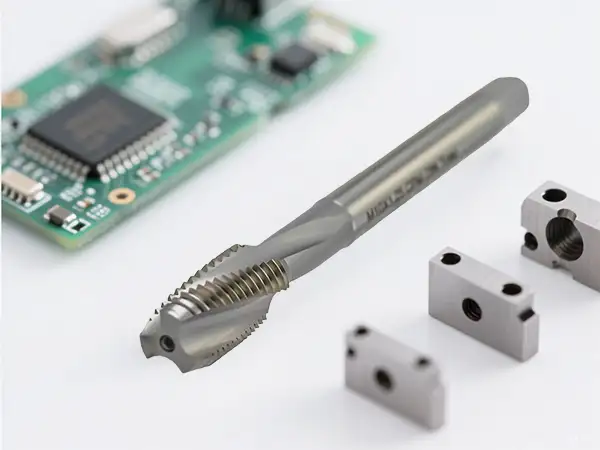
Medical device manufacturing demands the highest levels of precision, surface finish, and material compatibility. Common materials include stainless steel (304, 316L, 17-4PH), titanium alloys (Ti-6Al-4V), cobalt-chrome, and PEEK. Applications range from orthopedic implants (bone screws, plates) and surgical instruments to dental components and drug delivery systems. KAYA provides cutting tools specifically designed for these challenging materials, ensuring burr-free edges, tight tolerances (±0.005 mm), and repeatable quality. Our HSSE-M35 taps and micro-grain carbide drills with CrN or AlTiN coatings resist work hardening and galling. All tools are manufactured under strict quality control and can be supplied with material certificates and inspection reports.
⚙️ Machining Challenges & KAYA Solutions
Engineered answers for your toughest manufacturing problems
Challenge:
Work hardening and rapid drill wear when drilling 316L stainless steel bone plates.
KAYA Solution:
Use sharp carbide drills (135° point angle), high feed (0.06–0.10 mm/rev), maintain continuous cut, avoid idle rotation.
Challenge:
Maintaining tight tolerance (±0.005 mm) on small diameter holes.
KAYA Solution:
Use reamers or boring tools after drilling; for micro holes, use single‑lip gun drills with guide bush.
Challenge:
Poor surface finish on PEEK machined surfaces.
KAYA Solution:
Use sharp 2‑flute end mills with high positive rake, low feed, air cooling, and high spindle speed (15,000–20,000 RPM).
Challenge:
Burrs on micro holes (Ø0.5 mm) in stainless steel implant components.
KAYA Solution:
Use high‑precision carbide micro drills with pointed tips, exit with reduced feed, or use back deburring tool.
Challenge:
Vibration and breakage of slender end mills (Ø2 mm, 20 mm reach) in titanium.
KAYA Solution:
Use short‑flute long‑neck carbide end mills, apply trochoidal milling paths, reduce radial engagement, use high‑pressure coolant.
Challenge:
Tap galling and thread tearing when tapping titanium alloy (Ti‑6Al‑4V).
KAYA Solution:
Use HSSE‑PM spiral flute taps with CrN coating, very low speed (3–5 m/min), and high‑chlorine cutting oil.