AUTOMOTIVE PARTS MANUFACTURING
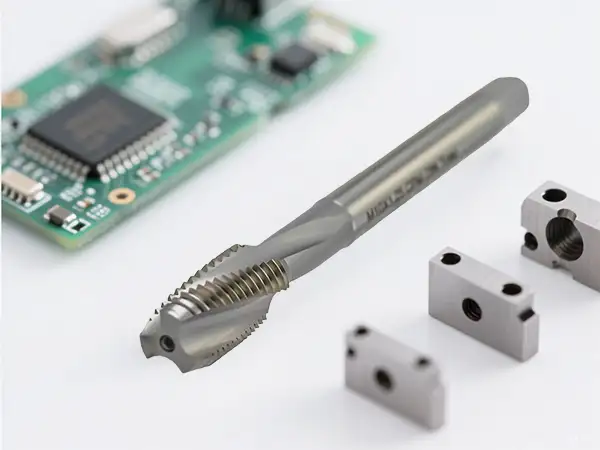
The automotive industry demands high-volume production of engine blocks, cylinder heads, connecting rods, transmission housings, and chassis components. Materials range from gray cast iron and compacted graphite iron (CGI) to aluminum alloys and high-strength steel (42CrMo, 20MnCr5). Production runs often exceed hundreds of thousands of parts per year, requiring tools with exceptional durability, consistent performance, and minimal downtime. KAYA provides precision taps, carbide drills, and end mills engineered for automotive manufacturing. Our HSSE-PM taps and TiAlN-coated carbide drills are proven to extend tool life by up to 3× in demanding applications, reducing cost per part and increasing machine utilization.
⚙️ Machining Challenges & KAYA Solutions
Engineered answers for your toughest manufacturing problems
Challenge:
Large exit burrs when drilling cast iron engine blocks.
KAYA Solution:
Use step drills with chamfering edge or dedicated deburring tools; or use TiN‑coated carbide drills with reduced feed in the last 0.5 mm.
Challenge:
Short tap life (only 800 holes) when tapping high‑strength steel (42CrMo) connecting rods.
KAYA Solution:
Use HSSE‑PM powder metallurgy spiral flute taps with TiAlN coating, optimize cutting parameters (8–10 m/min), achieve 2,500 holes.
Challenge:
Drill deflection and position error in deep water jacket holes (12×D) in engine blocks.
KAYA Solution:
Use gun drills or through‑coolant carbide drills with guide pads, pre‑drill a pilot hole, and ensure rigid fixturing.
Challenge:
Use gun drills or through‑coolant carbide drills with guide pads, pre‑drill a pilot hole, and ensure rigid fixturing.
KAYA Solution:
Implement tool life management system, use uniform batch coated tools, and set forced tool change intervals based on actual life data.
Challenge:
Extremely fast tool wear when machining compacted graphite iron (CGI).
KAYA Solution:
Use PCBN or ceramic inserts for milling; for drilling, use ultra‑fine grain carbide drills with AlTiN coating and reduce speed by 20–30%.
Challenge:
Chip packing and thread oversizing during high‑speed tapping of aluminum cylinder heads.
KAYA Solution:
Use forming taps (no chips) or spiral flute taps with MQL lubrication.