GENERAL MACHINING SOLUTIONS
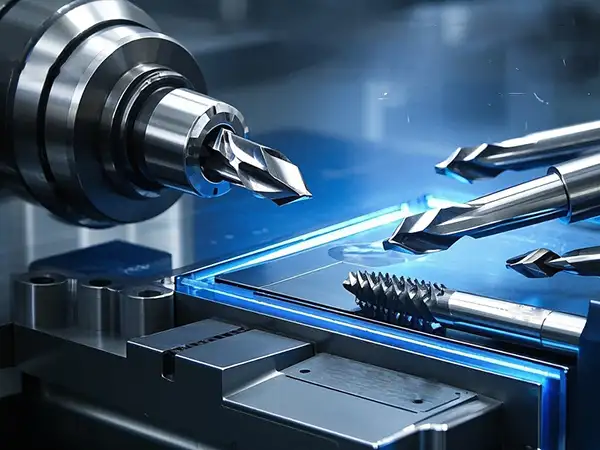
General machining covers a wide range of turning, milling, drilling, and tapping operations on common materials such as carbon steel, alloy steel, stainless steel, cast iron, and aluminum. Job shops, maintenance workshops, and small-batch producers require reliable, versatile tools that deliver consistent performance without excessive cost. KAYA offers a comprehensive portfolio of HSS, HSSE, and solid carbide tools for both standard and custom applications. Our tools are designed to minimize downtime, extend tool life, and maintain tight tolerances across diverse workpiece geometries. Whether you need a standard twist drill or a special-length end mill, we have a solution to keep your production running efficiently.
⚙️ Machining Challenges & KAYA Solutions
Engineered answers for your toughest manufacturing problems
Challenge:
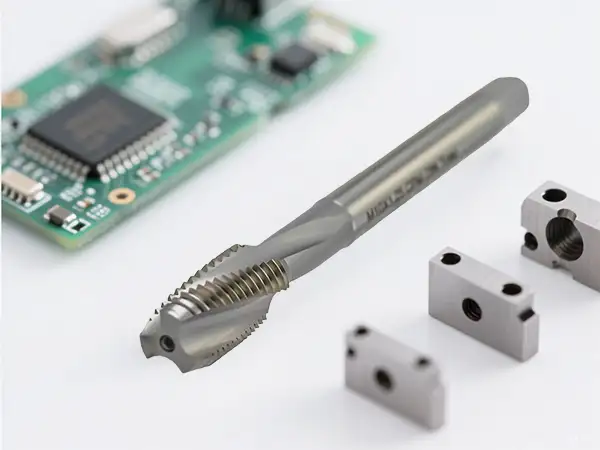
High tool inventory cost for small‑batch, multi‑product workshops.
KAYA Solution:
Recommend multi‑function tools (e.g., drill‑mill‑tap combination) and modular exchangeable‑head systems to reduce holder count.
Challenge:
Difficult chip evacuation and drill breakage in deep holes (>5×D).
KAYA Solution:
Use through‑coolant carbide drills with high‑pressure coolant (200 psi), employ peck drilling cycles with full retraction.
Challenge:
Vibration and poor surface finish on thin‑walled aluminum parts.
KAYA Solution:
Use 2‑ or 3‑flute aluminum‑specific end mills with high helix angle (45°) and variable pitch, reduce radial depth of cut.
Challenge:
Rapid flank wear on milling cutters when machining cast iron.
KAYA Solution:
Use CVD diamond‑coated or TiN‑coated carbide end mills, climb mill, and reduce cutting speed (80–120 m/min).
Challenge:
Tap galling and poor thread quality when tapping stainless steel (304).
KAYA Solution:
Use HSSE spiral flute taps with TiAlN coating, increase helix angle to 40°, and use high‑lubricity cutting oil.
Challenge:
Chip wrap during drilling of carbon steel leads to surface scratches.
KAYA Solution:
Use HSS twist drills with chip breakers, optimize feed rate (0.10–0.15 mm/rev), and apply peck drilling cycles to break chips.