ELECTRONICS & PRECISION MACHINING
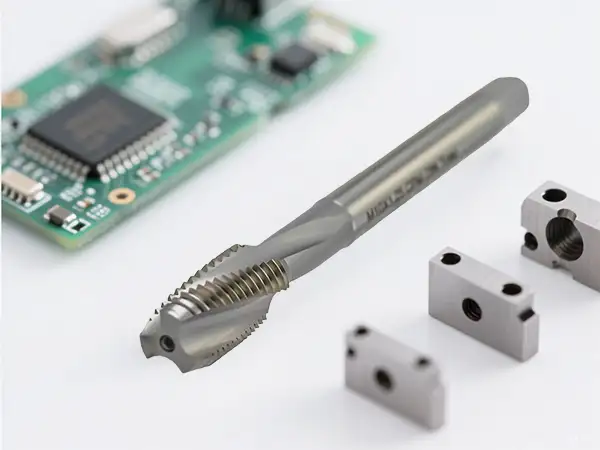
The electronics industry requires machining of miniature components made of aluminum, copper alloys, and engineering plastics. Common applications include smartphone housings, heatsinks, PCB supports, connectors, and camera rings. Feature sizes often range from 0.5 mm to 10 mm, with tight tolerances (±0.01 mm) and burr-free requirements. KAYA offers micro-diameter drills, taps, and end mills (down to M1.0) with high precision, ultra-sharp cutting edges, and advanced coatings to prevent built-up edge. Our micro tools are designed for high-speed spindles (20,000–60,000 RPM) and are balanced for minimal runout. Whether you need a M1.2 forming tap or a 0.8 mm carbide drill, we deliver consistent quality for high-volume electronics production.
⚙️ Machining Challenges & KAYA Solutions
Engineered answers for your toughest manufacturing problems
Challenge:
Low go/no‑go gauge pass rate for high‑precision micro threads (M1.2×0.25).
KAYA Solution:
Use high‑precision ground taps (6H tolerance), control pilot hole diameter (tolerance ±0.01 mm), and use tapping chucks to compensate synchronization errors.
Challenge:
Material melting and adhesion when tapping plastic parts (e.g., PEEK).
KAYA Solution:
Use sharp straight flute taps, low cutting speed (<5 m/min), air cooling; forming taps are even better.
Challenge:
Built‑up edge and poor surface finish when milling copper alloy heatsinks.
KAYA Solution:
Use uncoated or DLC‑coated 2‑flute end mills, high spindle speed (>20,000 RPM), and adequate cooling (avoid dry cutting).
Challenge:
Burrs and rough hole walls when drilling PCBs.
KAYA Solution:
Use special PCB drills (double margin, special point angle) with entry and exit backup boards; control feed rate.
Challenge:
Burr formation when tapping M1.0–M2.5 threads in aluminum housings.
KAYA Solution:
Use solid carbide forming taps (extrusion) – no chips, zero burrs; apply dedicated lubricant.
Challenge:
Drill breakage and position deviation when drilling micro holes (<Ø0.5 mm).
KAYA Solution:
Use ultra‑fine grain carbide micro drills, ensure spindle runout <2 µm, and use high‑speed peck cycles (retract every 0.05 mm).