🔬Materialien & Technologie
Erforschen Sie die Wissenschaft hinter Schneidwerkzeugen: Substratmaterialien (HSS, Hartmetall, PM), fortschrittliche Beschichtungen (TiN, TiAlN, AlCrN), Wärmebehandlung und geometrisches Design. Verstehen Sie, wie Materialeigenschaften und Werkzeuggeometrie die Leistung beeinflussen.

CPM-Gewindebohrer (Critical Particle Metallurgy) sind im Bereich der Hochpräzisionsbearbeitung aufgrund ihrer hervorragenden Verschleißfestigkeit, thermischen Stabilität und langen Lebensdauer zunehmend wichtiger geworden.

Vom Mikrostrukturmanagement spezieller Stähle über die submikronische Bearbeitung von Schneidkanten bis hin zum atomaren Schutz durch Beschichtungen – jeder Fertigungsschritt überschreitet die Grenzen dessen, was physikalisch in der Metallbearbeitung möglich ist.

Ausgehend von den Grundlagen der Materialwissenschaft führt diese Studie eine mikrostrukturelle Analyse, Quervergleichsexperimente und eine weltweite Kundenfallvalidierung durch, um systematisch zu untersuchen, wie die Vakuum-Wärmebehandlung das Zähigkeitssystem von Hochgeschwindigkeitsstahl (HSS) umgestaltet.

Im globalen Streben nach Fertigungspräzision bleiben britische Standardgewinde – insbesondere BSW (British Standard Whitworth) und BSP (British Standard Pipe) – bewährte Standards in der mechanischen Befestigung und Flüssigkeitsdichtung.
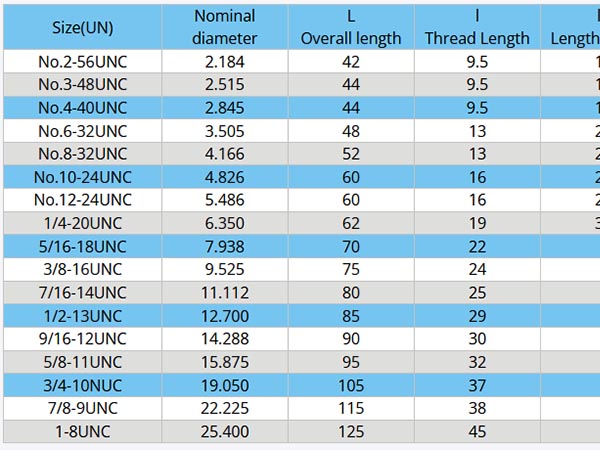
Mit der globalen Verlagerung der Fertigung hin zu mehr Präzision sind die amerikanischen einheitlichen Gewindestandards (ANSI/UN) in der mechanischen Befestigung von entscheidender Bedeutung. Die Maßgenauigkeit dieser Gewinde wirkt sich direkt auf die Werkzeugleistung und die Zuverlässigkeit der Ausrüstung aus.
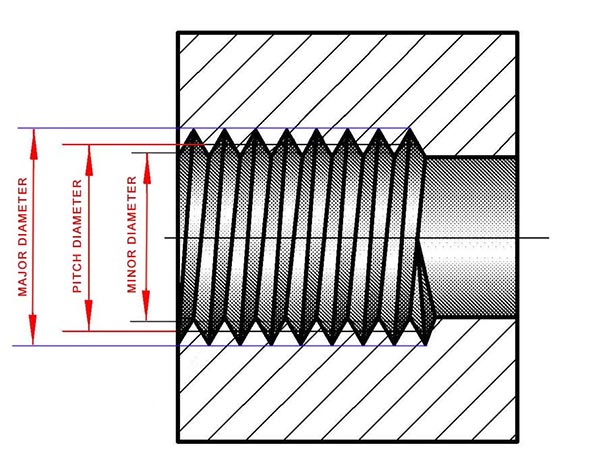
Metrische Gewinde gehören zu den am häufigsten verwendeten Gewindestandards in der Bearbeitung. Für Hersteller und Nutzer von Metallbearbeitungswerkzeugen ist das Verständnis dieser Parameter nicht nur grundlegend für das Werkzeugdesign, sondern auch entscheidend für die Sicherstellung der Bearbeitungsqualität.
In der fortlaufenden technologischen Entwicklung im Bereich der Präzisionsbearbeitung haben Hochgeschwindigkeitsstahl (HSS)-Schneidwerkzeuge eine unerschütterliche strategische Position beibehalten.

Wechselplattensätze für Bohrer, erhältlich in quadratischen, dreieckigen, rhombischen und hexagonalen Formen, verbessern die Stabilität, die Spanabfuhr und die Werkzeuglebensdauer. Hergestellt aus Hartmetall, Keramik und CBN, eignen sie sich für verschiedene Industrien, wobei zukünftige Trends auf eine bessere Geometrie und ein besseres Design abzielen.

Im Bereich der globalen Präzisionswerkzeugfertigung stellen DIN- und ISO-Normen zwei grundlegend unterschiedliche „industrielle Sprachen“ dar, die jeden Schritt von der Materialauswahl bis zum Prozessdesign beeinflussen.
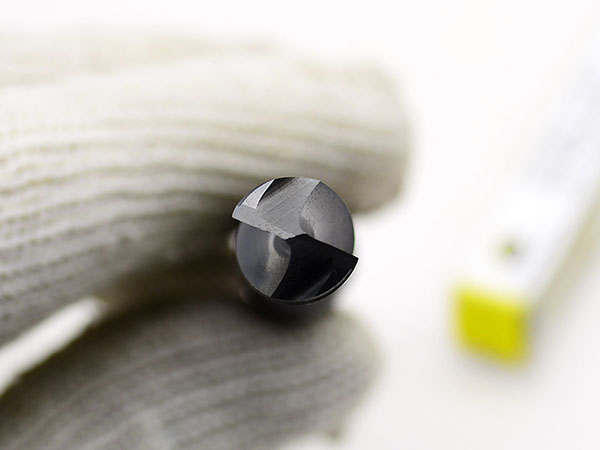
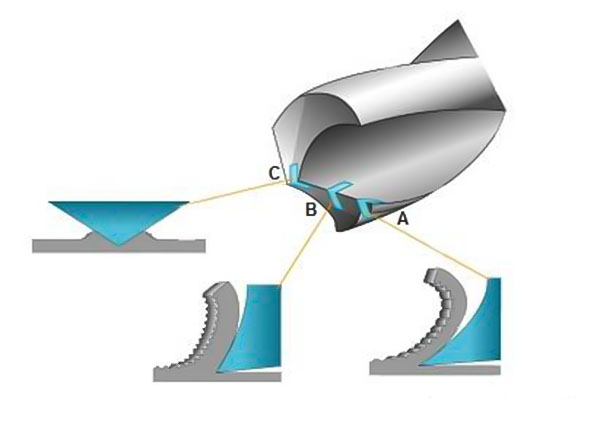
Die geometrischen Parameter von Twist-Bohrern (Helix-/Spitzenwinkel, Rand) beeinflussen synergistisch die Leistung: Optimierte Winkel verringern Wärme/Schneidkräfte, erhöhen die Effizienz und verlängern die Werkzeuglebensdauer.
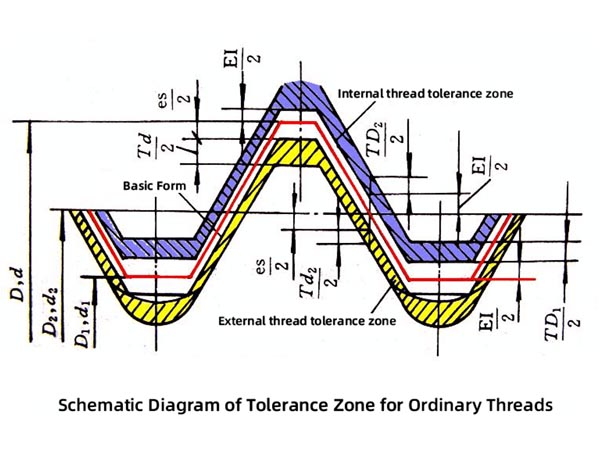
ISO 965 ist eine internationale Norm für Toleranzanforderungen von metrischen Gewindeschrauben, die die Austauschbarkeit und Kompatibilität im Maschinenbau gewährleistet. Sie gilt sowohl für Außengewinde als auch für Innenschraubengewinde in verschiedenen Industrien.

Dieser Artikel bietet eine eingehende Analyse der Vorteile, Kernprozesse und praktischen Anwendungen der Pulvermetallurgie bei der Herstellung von Bohrern und hilft den Nutzern, effizientere Schneidwerkzeuge auszuwählen.

Der Helixwinkel von Fräsern beeinflusst Schneidkraft, Temperatur, Stabilität und Oberflächenfinish. Die Auswahl und Optimierung des Helixwinkels erhöhen die Werkzeuglebensdauer, Bearbeitungseffizienz und Produktqualität.
Die geometrischen Parameter von Fräswerkzeugen, einschließlich des Helixwinkels, der Anzahl der Schneidkanten und des Nuten-Designs, spielen eine entscheidende Rolle bei der Bestimmung der Schneidleistung, Werkzeuglebensdauer und Oberflächenqualität.

Die Anzahl der Schneidkanten bei Fräswerkzeugen beeinflusst Schneidkraft, Effizienz, Werkzeuglebensdauer und Oberflächenfinish. Mehrschneidige Fräser steigern die Produktivität und verringern den Druck auf die einzelnen Kanten, müssen jedoch je nach Materialtyp und Bearbeitungsanforderungen ausgewählt werden.

Die Geometrie der Nuten hat einen erheblichen Einfluss auf die Spanabfuhr, Kühlung, Werkzeugstabilität und Oberflächenqualität. Zukünftige Trends im Nuten-Design werden sich auf intelligente, multifunktionale Lösungen konzentrieren, um die Schneideffizienz und Werkzeuglebensdauer zu verbessern.
Dieser Artikel behandelt die Formen von Zentrierbohrern (Typ A, B, R, C, Fase) und deren Funktionen. Es wird auch die Koordination der Kegelwinkel, Spitzen und Klassifikationen wie Standard, Schutz und Gewinde erläutert.

Ein Planfräser oder Quadrat-Endfräser wird verwendet, um flache, bodenlose Schlitze, Nuten und Profile zu bearbeiten. Er verfügt über quadratische Schneidkanten, im Gegensatz zu Kugelkopffräsern, die abgerundete Kanten haben.
Seite 1
Weiter