WERKZEUG- & FORMENBAU
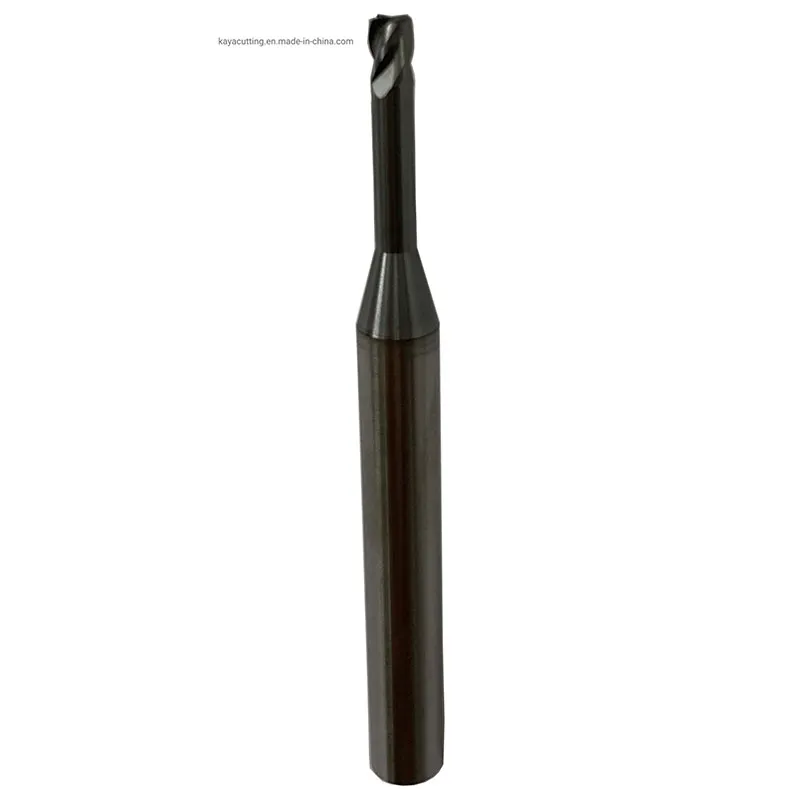
Der Formen- und Werkzeugbau erfordert eine hochpräzise Bearbeitung von gehärtetem Stahl (HRC 45–65), oft mit komplexen 3D-Konturen, tiefen Hohlräumen und feinen Details. Häufige Anwendungen sind Spritzgussformen, Stanzwerkzeuge, Schmiedewerkzeuge und Druckgussformen. Materialien wie P20, H13, S136 und NAK80 erfordern Werkzeuge mit außergewöhnlicher Verschleißfestigkeit, Schneidkantenbeständigkeit und thermischer Stabilität. KAYA bietet Vollhartmetallfräser, Kugelkopffräser und hochfeste Gewindebohrer, die für Finish- und Vorschlichtbearbeitungen konzipiert sind. Unsere HRC60-Kugelkopffräser mit AlTiN-Beschichtung und Mikrokorn-Hartmetall-Substrat behalten selbst bei hohen Temperaturen scharfe Kanten und reduzieren Nachbearbeitung sowie verbessern die Oberflächenqualität auf Ra 0,4 µm.
⚙️ Bearbeitungsherausforderungen & KAYA Lösungen
Technisch durchdachte Lösungen für Ihre schwierigsten Fertigungsprobleme
Herausforderung:
Bohrabweichung bei tiefen Kühlkanälen (Ø6–12 mm, Tiefe >200 mm).
KAYA Lösung:
Verwenden Sie Tieflochbohrer mit Führungsschalen, bohren Sie zunächst ein Pilotloch (1,5×D) und wenden Sie Hochdruckkühlmittel mit einem Rotationsanschluss an.
Herausforderung:
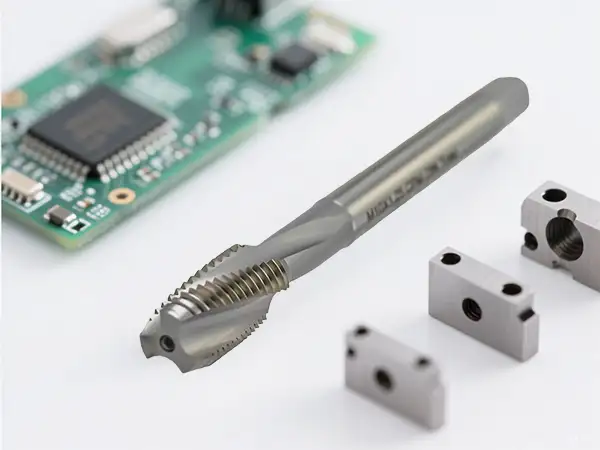
Bruch des Metchnik beim Gewindeschneiden von Auswerferstiftlöchern (M3–M6).
KAYA Lösung:
Verwenden Sie HSSE-PM-Gewindeschneider mit TiCN-Beschichtung; für Durchgangslöcher verwenden Sie Spiralpunkt-Gewindeschneider, für Sacklöcher Spiralnut-Gewindeschneider; verwenden Sie Gewindeschneidöl.
Herausforderung:
Ungleichmäßiger Verschleiß an Plattenfräsern, was zu schlechter Planheit bei großen Formbasen führt.
KAYA Lösung:
Verwenden Sie doppelseitige, indexierbare Planfräser mit Wischinsert; überprüfen Sie regelmäßig den Rundlauf und verwenden Sie symmetrische Schneidwege.
Herausforderung:
Bohrbruch beim Bohren von sehr kleinen Elektrodenlöchern (Ø0,3 mm).
KAYA Lösung:
Verwenden Sie Mikrohartmetallbohrer (0,3–1 mm), Spindeldrehzahl 30.000–50.000 U/min und Bohren mit Rückzugszyklen ≤5× Bohrdurchmesser.
Herausforderung:
Vibrationen und schlechte Oberflächenqualität aufgrund von langer Werkzeugüberhänge bei tiefen Hohlräumen.
KAYA Lösung:
Verwenden Sie antivibrations Fräser mit variabler Steigung und variablem Steigungswinkel, kombiniert mit hochsteifen Haltern (Schrumpfaufnahme oder Hydraulik).
Herausforderung:
Schneller Verschleiß am Kugelnasenradius bei der Feinbearbeitung von gehärtetem Stahl (HRC55).
KAYA Lösung:
Verwenden Sie Nano-AlTiN-beschichtete Kugelkopffräser, kleinen Fräsversatz (0,02–0,05 mm) und Hochgeschwindigkeitsbearbeitung (>150 m/min).