La sélection et l'utilisation appropriées des forets centraux sont essentielles pour atteindre la précision et l'efficacité dans l'usinage. Voici les principales considérations lors de l'utilisation des forets centraux :
Le choix de l'angle de foret doit dépendre du matériau de la pièce à usiner et de l'opération d'usinage spécifique. Pour la plupart des matériaux, un angle de cône de 60° est standard, tandis que les matériaux plus durs peuvent nécessiter un foret central de type R avec une arête de coupe courbée.
La vitesse de perçage doit être soigneusement contrôlée pour éviter la surchauffe et l'usure. Une vitesse excessive peut entraîner une surchauffe et un émoussage de l'outil, tandis qu'une vitesse trop faible peut réduire l'efficacité de l'usinage. La vitesse appropriée doit être déterminée en fonction de la dureté du matériau, du diamètre du foret et de la capacité de la machine-outil.
Un refroidissement et une lubrification appropriés pendant le perçage aident à réduire l'usure des outils et à améliorer la finition de surface de la pièce à usiner. L'utilisation de fluides de coupe permet de dissiper la chaleur générée par la friction et prévient la déformation de l'outil et de la pièce à usiner due à une chaleur excessive.
Après une utilisation prolongée, les arêtes de coupe des forets centraux peuvent devenir émoussées ou usées. Il est important de procéder à des inspections régulières, et les outils usés doivent être remplacés ou aiguisés à temps pour maintenir la précision de l'usinage.
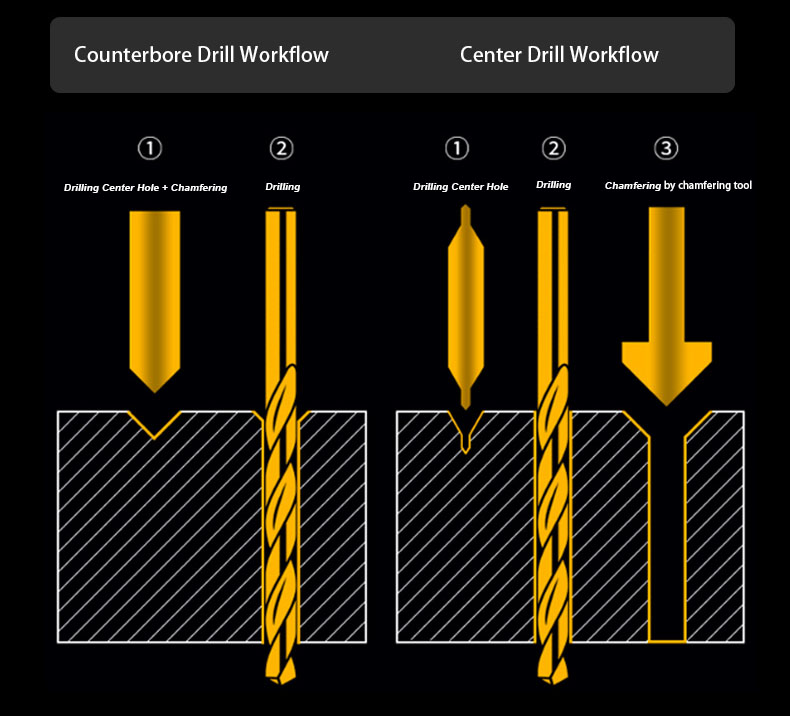
Perforer un trou central précis est la première étape de l'usinage, et la qualité de ce trou affecte directement la précision globale du processus. Voici les principales méthodes et techniques pour percer des trous centraux :
Avant de percer, la pièce à usiner doit être solidement fixée à la machine. Tout mouvement ou désalignement entraînera des écarts dans le trou central, ce qui affectera négativement l'usinage ultérieur.
En fonction du matériau, du diamètre du trou requis et des opérations suivantes, le type et la taille de foret central corrects doivent être sélectionnés. Pour les pièces longues ou celles nécessitant un usinage profond, un foret central de type C est recommandé.
Commencez le processus de perçage à faible vitesse pour guider lentement le foret central dans la pièce à usiner et assurer un positionnement précis.
Augmentez progressivement la vitesse à la valeur appropriée, en maintenant un processus de perçage stable jusqu'à ce que le trou central atteigne la profondeur souhaitée.
Lors de l'arrêt, soulevez l'outil en douceur pour éviter d'endommager la surface de la pièce à usiner.
Re-perçage ou calibration secondaire
Pour les pièces à usiner de haute précision ou celles nécessitant plusieurs étapes d'usinage, un recalibrage secondaire ou un re-perçage peut être nécessaire. Après le perçage initial, un foret central de plus grand diamètre peut être utilisé pour obtenir une meilleure concentricité et précision.
Dans certaines applications de haute précision, les machines CNC peuvent être utilisées pour automatiser le positionnement et le processus de perçage, améliorant ainsi encore l'efficacité et la précision.
Les forets centraux et la création correcte des trous centraux jouent un rôle essentiel dans le domaine de l'usinage. En sélectionnant le type correct de foret central, en contrôlant les conditions d'usinage et en assurant une bonne correspondance entre les angles du trou central et de la pointe, la précision et l'efficacité peuvent être considérablement améliorées. Les différentes formes et fonctions des forets centraux offrent des solutions polyvalentes et fiables pour une large gamme de besoins d'usinage, faisant d'eux des outils indispensables dans la fabrication moderne.
 Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.
Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.