🔬Материалы и Технологии
Изучите науку о режущих инструментах: субстраты материалов (HSS, карбид, PM), передовые покрытия (TiN, TiAlN, AlCrN), термическая обработка и геометрическое проектирование. Понимание того, как свойства материала и геометрия инструмента влияют на производительность.

Метчики CPM (Critical Particle Metallurgy) становятся всё более важными в области высокоточной обработки благодаря их отличной износостойкости, термической стабильности и длительному сроку службы.

От контроля микроструктуры специальных сталей до субмикронной обработки режущих кромок и защиты покрытия на атомном уровне — каждый этап производства расширяет пределы того, что физически возможно в металлообработке.

Основанное на основах науки о материалах, это исследование проводит микроструктурный анализ, кросс-процессные эксперименты и проверку глобальных клиентских кейсов, чтобы систематически исследовать, как вакуумная термообработка реконструирует систему прочности высокоскоростной стали (HSS).

В глобальном стремлении к точности производства британские стандартные резьбы — а именно BSW (британская стандартная Уитворская резьба) и BSP (британская стандартная трубная резьба) — остаются проверенными временем стандартами в механическом креплении и герметизации жидкостей.
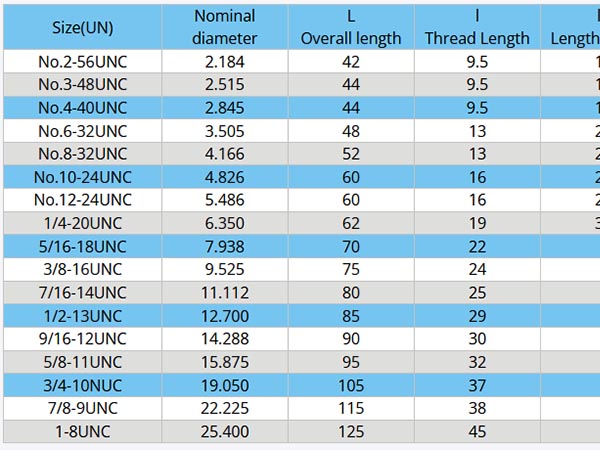
С переходом мирового производства к более высокой точности стандарты резьбы American Unified Thread Standards (ANSI/UN) стали неотъемлемыми в механическом креплении. Размерная точность этих резьб напрямую влияет на производительность инструмента и надежность оборудования.
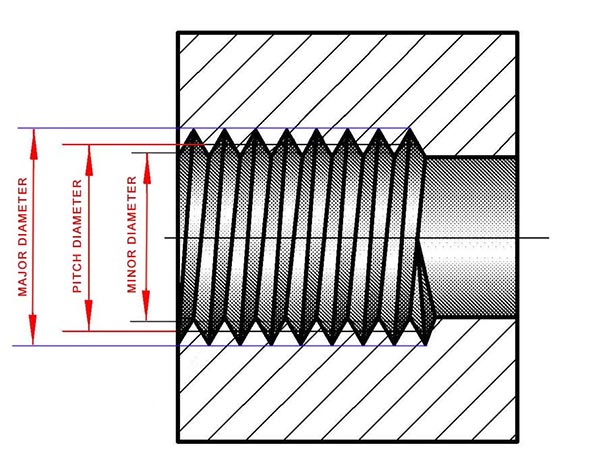
Метрические резьбы являются одними из самых широко используемых стандартов резьбы при обработке. Для производителей и пользователей металлообрабатывающих инструментов понимание этих параметров не только важно для проектирования инструмента, но и критично для обеспечения качества обработки.
В продолжающейся волне технологической эволюции в области точной обработки инструменты из высокоскоростной стали (HSS) сохраняют незыблемую стратегическую позицию.

Сменные вставки для сверл, доступные в квадратной, треугольной, ромбовидной и шестигранной формах, улучшают стабильность, удаление стружки и срок службы инструмента. Изготовленные из карбида, керамики и CBN, они подходят для различных отраслей, при этом будущие тенденции будут фокусироваться на улучшении геометрии и дизайна.

В области глобального производства точных инструментов стандарты DIN и ISO представляют собой два принципиально разных «промышленных языка», которые влияют на каждый этап, от выбора материалов до проектирования процессов.
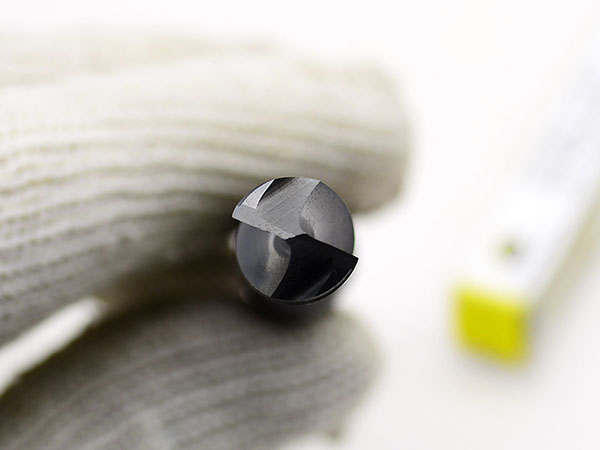
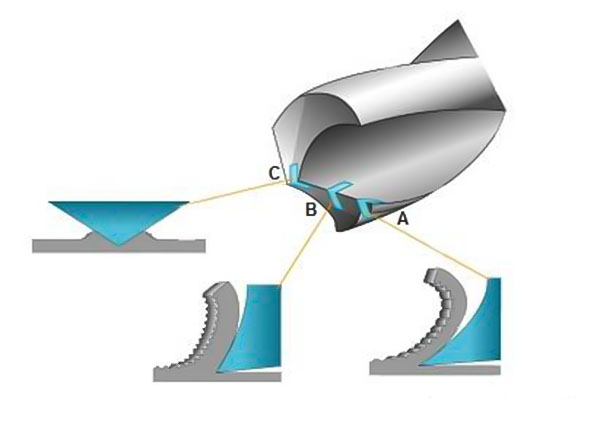
Геометрические параметры спиральных сверл (углы спирали/наконечника, поле) взаимосвязаны и влияют на производительность: оптимизированные углы снижают тепло/резательные силы, повышают эффективность и срок службы инструмента.
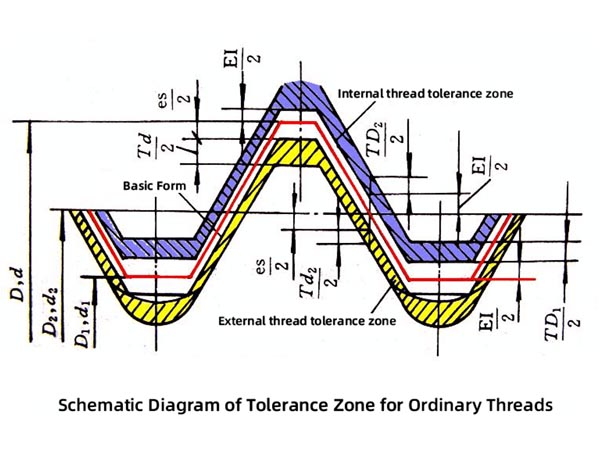
ISO 965 — это международный стандарт для требований к допускам для метрических резьбовых отверстий, обеспечивающий взаимозаменяемость и совместимость в машиностроении. Он применяется как для наружных, так и для внутренних резьб в различных отраслях.

Эта статья предоставляет глубокий анализ преимуществ, основных процессов и практических применений порошковой металлургии в производстве сверл, помогая пользователям выбрать более эффективные режущие инструменты.

Угол спирали фрезы влияет на резательную силу, температуру, стабильность и качество поверхности. Выбор и оптимизация угла спирали увеличивают срок службы инструмента, эффективность обработки и качество продукции.
Геометрические параметры фрез, включая угол спирали, количество режущих кромок и конструкцию флейты, играют решающую роль в определении характеристик резания, срока службы инструмента и качества поверхности.

Количество режущих кромок в фрезах влияет на резательную силу, эффективность, срок службы инструмента и качество поверхности. Фрезы с несколькими кромками повышают производительность и уменьшают нагрузку на отдельные кромки, но их следует выбирать в зависимости от типа материала и требований к обработке.

Геометрия флейты значительно влияет на удаление стружки, охлаждение, стабильность инструмента и качество поверхности. Будущие тенденции в проектировании флейт будут ориентированы на интеллектуальные, многофункциональные решения для повышения эффективности резки и увеличения срока службы инструмента.
Этот материал охватывает формы центровочных сверел (тип A, B, R, C, фаска) и их функции. Также объясняется согласование углов сужения центровочного отверстия, наконечников и классификаций, таких как стандартные, защитные и резьбовые.

Плоская фреза, или фреза с квадратным концом, используется для обработки прямых пазов, канавок и профилей. Она имеет квадратные режущие кромки, в отличие от фрез с шаровидным концом, которые имеют округлые кромки.
Страница 1
Следующая