ПРОИЗВОДСТВО МЕДИЦИНСКИХ УСТРОЙСТВ
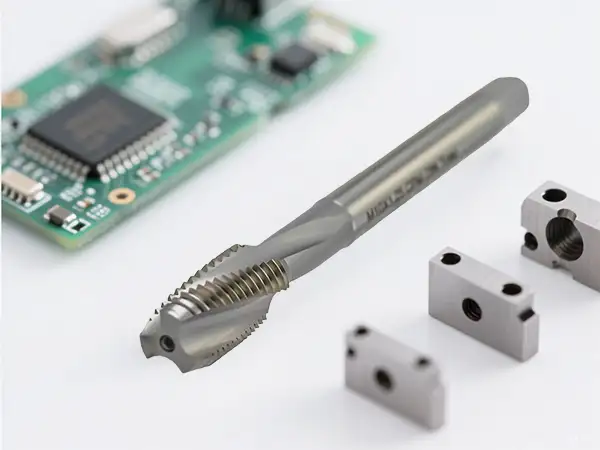
Производство медицинских устройств требует самых высоких уровней точности, отделки поверхности и совместимости материалов. Распространенные материалы включают нержавеющую сталь (304, 316L, 17-4PH), титаново-алюминиевые сплавы (Ti-6Al-4V), кобальт-хром и PEEK. Применения включают ортопедические имплантаты (винты, пластины) и хирургические инструменты, а также компоненты для стоматологии и системы доставки лекарств. KAYA предоставляет режущие инструменты, специально разработанные для этих сложных материалов, обеспечивая кромки без заусенцев, строгие допуски (±0,005 мм) и повторяемое качество. Наши метчики HSSE-M35 и сверла с микрозернистым карбидом с покрытиями CrN или AlTiN устойчивы к упрочнению и заеданию. Все инструменты производятся под строгим контролем качества и могут быть поставлены с сертификатами материалов и отчетами об инспекции.
\u2699\uFE0F Проблемы обработки и решения KAYA
Разработанные решения для ваших самых сложных производственных задач
Задача:
Упрочнение материала и быстрый износ сверла при сверлении пластин из нержавеющей стали 316L.
Решение KAYA:
Используйте острые карбидные сверла (угол точки 135°), высокая подача (0,06–0,10 мм/об), поддерживайте непрерывный рез, избегайте бездействующего вращения.
Задача:
Сохранение строгих допусков (±0,005 мм) на мелкие диаметры отверстий.
Решение KAYA:
Используйте зенкера или расточные инструменты после сверления; для микроотверстий используйте одностворчатые пистолетные сверла с направляющей втулкой.
Задача:
Плохое качество поверхности при обработке PEEK.
Решение KAYA:
Используйте острые 2-зубые фрезы с высоким положительным углом резания, низкой подачей, воздушным охлаждением и высокоскоростным шпинделем (15 000–20 000 об/мин).
Задача:
Заусенцы на микроотверстиях (Ø0,5 мм) в компонентах имплантов из нержавеющей стали.
Решение KAYA:
Используйте высокоточные карбидные микро-сверла с заостренными наконечниками, выходите с уменьшенной подачей или используйте инструмент для удаления заусенцев с обратной стороны.
Задача:
Вибрации и поломка тонкостенных концевых фрез (Ø2 мм, вылет 20 мм) при обработке титана.
Решение KAYA:
Используйте короткозубые длинношеи карбидные фрезы, применяйте трохоидационные пути фрезерования, уменьшите радиальное вовлечение, используйте высоконапорное охлаждение.
Задача:
Налипание и разрыв резьбы при нарезке титановых сплавов (Ti-6Al-4V).
Решение KAYA:
Используйте метчики HSSE-PM с покрытием CrN, очень низкая скорость (3–5 м/мин), и хлорированную смазку для резания.