Комплексный технический анализ центровочных сверл промышленного класса
В области точного производства центровочные сверла, хотя и маленькие, играют ключевую роль в определении точности обработки валовых компонентов. Как фабрика с 15-летним опытом внешней торговли инструментами для обработки металлов, мы на собственном опыте убедились, как точный выбор различных типов центровочных сверл (Типы A/B/R/C/Фаска) и центровочных отверстий (Стандартные/Резьбовые/Глубокие) может трансформировать производственную эффективность — от микронных отверстий для позиционирования в немецких автомобильных коленчатых валах до обработки глубоких отверстий из нержавеющей стали в японских медицинских устройствах.
Эта статья разъясняет техническую терминологию и предоставляет практическое руководство по комбинациям пяти типов центровочных сверл и шести типов центровочных отверстий. Понимание этих комбинаций поможет мировым покупателям избежать ошибок, снизить затраты и повысить эффективность закупок.
1. Глубокий анализ пяти основных типов центровочных сверл и практические стратегии выбора
1.1 Центровочное сверло Тип A: Скрытая сила 60° конусной кромки
(Ключевые термины: Стандарт DIN 332 / Обработка нержавеющей стали / Автомобильные детали)
- Структурный анализ
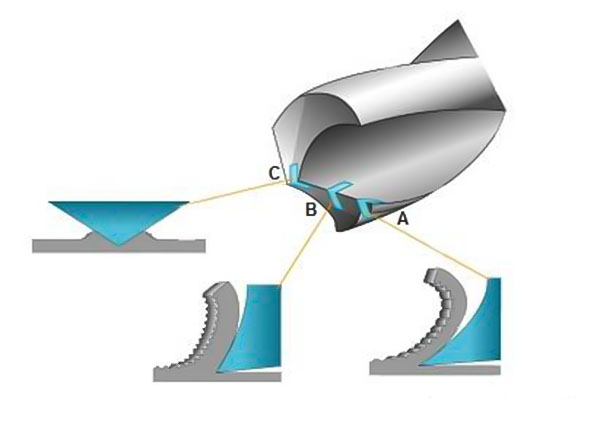
- Двухуровневая защита: 60° основной конус для точного позиционирования + 30° защитный конус для предотвращения царапин (показано на рисунке).
- Особенность: Обработка микро-радиуса R0.5, важный момент для европейских клиентов.
- Практические советы по применению
- Решение проблем при обработке нержавеющей стали: При использовании на 304 нержавеющей стали предварительное сверление направляющего отверстия Ø1.5-2мм предотвращает откалывание.
- Кейс из автомобильной промышленности: Данные о закупках производителя коленчатых валов в Германии (Ежегодное потребление: 20,000 единиц)
-
- Совместимость с держателем инструмента: Гидравлический держатель HSK-A63
- Параметры обработки: 1500 об/мин / подача 0.1 мм/об
1.2 Центровочное сверло Тип B: Специалист для обработки отверстий с плоским дном
(Ключевые термины: Стандарт ISO 866 / Обработка титановыми сплавами / Масляные клапаны)
- Трехступенчатый геометрический дизайн
- 118° кончик – Обеспечивает быстрый проход.
- 90° плоское дно – Создает точную и ровную поверхность.
- 45° фаска – Улучшает отделку отверстия.
- Сравнение применений в промышленности
| Применение | Рекомендуемый материал | Выбор покрытия | Срок службы инструмента (отверстия) |
|---|
| Масляные клапаны | Карбид | Покрытие TiAlN | 3000+ |
| Сельскохозяйственная техника | HSS-E | Стандартное покрытие | 1500 |
| Медицинские инструменты | Специальная нержавеющая сталь | Электрополировка | 2000 |
|
- Решение проблем клиентов
- Кейс клиента из Дубая: При обработке клапанов из нержавеющей стали 17-4PH увеличение угла спирали с 30° до 38° улучшило удаление стружки на 60%.
- Типичная ошибка: Ширина обрабатываемой части >0.1 мм может привести к отклонению диаметра в отверстиях с плоским дном.
1.3 Центровочное сверло Тип R: Секретное оружие точного производства
(Ключевые термины: Сертификация AS9100 / Медицинские устройства / Арк-режущий край)
1.4 Тип C Многофункциональное центровочное сверло: Интеллектуальный выбор для экономии затрат
(Ключевые термины: Стандарт DIN 1880 / Оптимизация труда / Автомобильные ступицы колес)
- Формула сокращения затрат
- Традиционная стоимость процесса = (Время сверления + Время смены инструмента) × Стоимость единицы
- Решение с многофункциональным сверлом = Общая стоимость снижена на 40%
- Реальный пример: Производственная линия автомобильных ступиц колес во Франции сэкономила €50,000 в год на трудовых затратах.
- Рекомендации по выбору
| Материал | Рекомендуемый тип |
|---|
| Алюминиевый сплав | С конструкцией для разрушения стружки |
| Чугун | Укрепленный режущий край |
| Особый пластик | Обработка угла резца |
|
- Приоритеты при проверке
- Проверьте плавную интеграцию фасонных поверхностей.
- Для обработки продуктов, предназначенных для пищевой промышленности, требуется отчет о тестировании смазочного материала, сертифицированного FDA.
1.5 Центровочное сверло с фаской: Идеальное решение для особых условий
(Ключевые термины: Оптимизированное соотношение длина/диаметр / Ядерное оборудование / Сухая резка)
- Эволюция дизайна противовибрации
- Первая генерация: Постоянный угол спирали → Подходит для L/D < 5
- Вторая генерация: Переменный угол спирали → Подходит для L/D = 5-8
- Третья генерация: Режущий край в форме волны → Подходит для L/D > 8 (Используется в российском ядерном оборудовании)
- Сравнение технологий покрытия
| Тип покрытия | Подходящий материал | Теплостойкость | Срок службы инструмента |
|---|
| Покрытие TiN | Обычная сталь | 600°C | Базовый уровень |
| Покрытие DLC | Алюминиевый сплав | 400°C | На 1.5 раза дольше |
| Нано-композит | Сплавы высокой температуры | 800°C | В 3 раза дольше |
|
- Обработка по специальным заказам
- Заказы на радиационно-устойчивые изделия: Дополнительная проверка баланса веса из вольфрамового сплава.
- Заказы на сухую резку: Необходимо провести обработку поверхности с чернением.
2. Технические характеристики и стратегии сверления центровочных отверстий
(Основные ключевые слова: Стандарт ISO 2540 / Резьбовые центровочные отверстия / Глубокая обработка отверстий)
2.1 Стандартные центровочные отверстия
- Международные стандарты:
- ISO 2540 Тип R: 60° основной угол конуса + 120° защитный конус (наиболее распространенный)
- DIN 332 Тип A: Допускает угловое отклонение ±0.5° (важное требование для немецких клиентов)
- Характеристики обработки:
- Применяемые материалы: Углеродистая сталь / Алюминиевый сплав / Чугун
- Типичные параметры:
► Диаметр предварительно сверленного отверстия: d = Диаметр центровочного отверстия D × 0.3
► Подача: f = 0.05–0.12 мм/об (регулируется в зависимости от твердости материала)
- Кейсы экспорта:
- Экспорт в Германию: Необходимо предоставить отчет о соответствии стандарту DIN 332
- Особое требование от корейского клиента: Необходимо оставить плоское дно толщиной 0.2 мм в основании центровочного отверстия
2.2 Центровочные отверстия с защитным конусом
- Структурные инновации:
Двухуровневая защита: 60° рабочий конус + 120° защитный конус (как показано на рисунке)
Основная функция: Предотвращает износ кромок отверстий от центров станков
- Отраслевые применения:
Точное обработка валов: Компоненты швейцарских часов (требования по шероховатости поверхности: Ra ≤ 0.4)
Ультра-длинная обработка валов: Оси высокоскоростных железных дорог Китая (решение для предотвращения вибрации для валов длиной более 6 м)
- Технические параметры:
| Диаметр вала (мм) | Глубина защитного конуса (мм) | Рекомендуемый тип сверла |
|---|
| 10–30 | 1.2–2.5 | Тип R |
| 30–80 | 3.0–4.5 | Тип B |
| 80–150 | 5.0–6.0 | Индивидуальный тип |
|
2.3 Резьбовые центровочные отверстия
- Революционный дизайн: Конусовидное отверстие + Резьбовая составная структура
- Международный стандарт: ISO 2541 (Диапазон размеров резьбы: M6–M24)
- Специальный процесс: Сверление центровочного отверстия → Нарезка резьбы → Вторичная точностная отделка конуса
- Три ключевых преимущества:
- Обеспечивает как осевое позиционирование, так и радиальную блокировку заготовки.
- Предотвращает появление царапин на поверхности, вызванных традиционными смещенными патронами.
- Особенно подходит для обработки тонкостенных компонентов.
- Типичные заказы:
- Итальянский производитель высококачественных станков: М12 × 1.75 мелкая резьба.
- Японские компоненты роботизированных соединений: Требуется соосность резьбы и конуса ≤0.01мм.
2.4 Глубокие центровочные отверстия
- Определение: Сверхглубокая обработка, когда глубина отверстия превышает пять раз его диаметр.
- Технические проблемы и решения:
Проблемы с эвакуацией стружки → Решение: Центровочные сверла с внутренним охлаждением (как показано на рисунке).
Отклонение отверстия → Мера контроля: Отводить сверло каждые 15 мм для очистки стружки.
- Стандартные параметры:
| Диаметр отверстия D (мм) | Максимальное соотношение глубины и диаметра | Рекомендуемый угол на острие сверла |
|---|
| 2–5 | 8:1 | 90° |
| 5–10 | 6:1 | 118° |
| 10–20 | 4:1 | 140° |
|
- Успешный пример:
Индивидуальное глубокое сверло для морских коленчатых валов Норвегии: L/D = 12:1
▶ Специальный дизайн: угол спирали 40° + нано-покрытие
▶ Рабочие характеристики: Прямолинейность < 0.03 мм/м
3. Функция, определяемая формой:
Отношение между геометрией центровочного сверла и структурой центровочного отверстия
| Тип центровочного сверла | Ключевые геометрические особенности | Соответствующий тип центровочного отверстия |
|---|
| Тип A | 60° основной конус + 30° защитный конус | Стандартное центровочное отверстие (ISO 2540) |
| Принцип дизайна: | Двухконусная структура обеспечивает точное позиционирование, а защитный конус предотвращает сколы кромки, что делает его подходящим для эталонных отверстий в обычных компонентах валов. |
| Тип B | Плоское дно с ступенчатым дизайном + многоступенчатый конус | Центровочное отверстие с защитным конусом |
| Принцип дизайна: | Часть с плоским дном формирует защитный конус, предотвращая износ центра токарного станка, и идеально подходит для точных деталей, требующих осевого блокирования. |
| Тип R | Полностью закругленная режущая кромка (R0.8–R3.2) | Глубокое центровочное отверстие / Точное центровочное отверстие |
| Принцип дизайна: | Закругленная кромка минимизирует концентрацию напряжений, увеличивает срок службы инструмента и особенно подходит для обработки глубоких отверстий (L/D > 5) и высококачественных поверхностей. |
| Тип C | Острие сверла + композитная режущая кромка с фаской | Многофункциональное центровочное отверстие |
| Принцип дизайна: | Позволяет одновременно сверлить и фасонить, снижая время на смену инструмента и оптимизируя эффективность для массового производства. |
| Тип фаски | Многоугольные фаски (30°/45°/60°) | Специальное центровочное отверстие с фаской |
| Принцип дизайна: | Индивидуальные углы соответствуют различным требованиям сборки, таким как анти-вибрационная фаска в ядерном оборудовании. |
| Резьбовое центровочное сверло | Конусовидное острие + канавка для нарезки резьбы | Резьбовое центровочное отверстие (ISO 2541) |
| Принцип дизайна: | Одновременная обработка конуса и внутренней резьбы обеспечивает осевое закрепление, заменяя традиционные методы зажима и предотвращая повреждения поверхности. |
|
4. Анализ ключевых сценариев применения
4.1 Дизайн защитного конуса против центровочного отверстия с защитным конусом
- Техническая логика: Вторичный защитный конус (30° или 45°), образованный центровочными сверлами типов A/B при обработке, служит дополнительным укреплением.
- Функция: Распределяет давление на центр токарного станка, предотвращая деформацию входа отверстия — особенно важно для тонкостенных деталей.
- Подтверждающие данные: Для углеродистой стали увеличение глубины защитного конуса на 0.5 мм повышает прочность кромки отверстия на 18%.
4.2 Геометрия режущей кромки против качества стенки отверстия
Сравнительный эксперимент:
| Тип центровочного сверла | Геометрия режущей кромки | Шероховатость стенки отверстия (Ra) | Сценарий применения |
|---|
| Тип R | Полностью закругленная | 0.4–0.8μm | Точные компоненты для аэрокосмической промышленности (Ra ≤ 0.8μm) |
| Тип A | Прямая режущая кромка | 1.6–3.2μm | Общие детали для обработки |
| Специальное сверло для глубоких отверстий | Волнистая режущая кромка | 0.8–1.6μm | Обработка сверхглубоких отверстий (L/D > 8) |
|
4.3 Основные проблемы при обработке глубоких отверстий
- Проблемы:
- Традиционные центровочные сверла склонны к поломке.
- Часто возникает отклонение отверстия.
- Решения:
-
- Оптимизация формы: Удлиненное тело сверла + внутренний канал для охлаждения (направляет охлаждающую жидкость к острию сверла).
- Настройка параметров: Отводить сверло каждые 10 мм для очистки стружки + снизить скорость шпинделя на 20% (предотвращает образование наплыва).
- Кейс: Индивидуальное сверло для глубоких отверстий для морских коленчатых валов Норвегии (L/D = 12:1, диаметр отверстия = 10 мм, глубина отверстия = 120 мм).
5. Практическая схема выбора
Твердость материала ≤ HRC35 → Выбрать HSS центровочное сверло
↓
Требования к типу центровочного отверстия:
- Стандартное позиционирование → Тип A
- С защитным конусом → Тип B
- Глубокое отверстие (L/D > 5) → Тип R + конструкция с внутренним охлаждением
- Резьбовое закрепление → Индивидуальное резьбовое центровочное сверло
↓
Варианты обработки поверхности:
- Нержавеющая сталь / Титановые сплавы → Покрытие TiAlN
- Алюминиевые сплавы → Покрытие DLC
- Медицинские компоненты → Электролитическое полирование
6. Вопросы и ответы по отрасли
В: Как определить качество центровочного сверла?
- → Визуальный осмотр: Проверьте, симметричны ли режущие кромки и нет ли сколов.
- → Измерение биения: Убедитесь, что радиальное биение в зоне зажима не превышает 0.03 мм.
- → Испытание на обработку: Просверлите 50 последовательных отверстий в стали S45C без образования заусенцев.
В: Когда необходимо использовать индивидуальное центровочное сверло?
- ① Твердость материала заготовки превышает HRC55.
- ② Глубина отверстия превышает 8 раз его диаметр.
- ③ Требуется специальная сертификация (например, аэрокосмическая сертификация AS9100).
В: Как выбрать правильный тип центровочного отверстия?
Золотое правило выбора:
- ① Для общей обработки → Стандартное центровочное отверстие (экономически эффективно).
- ② Для точных компонентов → Центровочное отверстие с защитным конусом (гарантия качества).
- ③ Для осевого закрепления → Резьбовое центровочное отверстие (усиление функциональности).
- ④ Для сверхглубоких отверстий → Индивидуальный дизайн (предотвращает поломку инструмента).
7. Резюме: Золотое правило технического оснащения в международной торговле
В прецизионном производстве центровочные сверла эволюционировали от простых инструментов до интегрированных решений, включающих механики материалов, топологическую оптимизацию и технологии покрытия:
7.1 Основные типы центровочных сверл
Типы A/B/R в совокупности занимают 80% традиционного рынка, при этом тип R демонстрирует 18%-ный рост ежегодно на высококачественных западных рынках благодаря своей закругленной режущей кромке.
Композитные сверла (Тип C) и фасочные сверла служат инструментами для снижения затрат в массовом производстве, сокращая время обработки на 23%.
7.2 Эволюция центровочных отверстий
Технологический прогресс от стандартных отверстий → отверстий с защитным конусом → резьбовых отверстий соответствует скачку точности позиционирования заготовки от 0.1 мм до 0.01 мм.
Рынок оборудования для обработки глубоких центровочных отверстий вырос на 22% за последние три года, стимулируя инновации, такие как внутренние системы охлаждения и волнистые режущие кромки.
7.3 Сертификационная система
Стандарты выхода на рынок формируются треугольной системой сертификаций:
Европейский DIN 332
Американский ASME
Японский JIS



 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.