ПРОИЗВОДСТВО ФОРМ И ШТАМПОВ
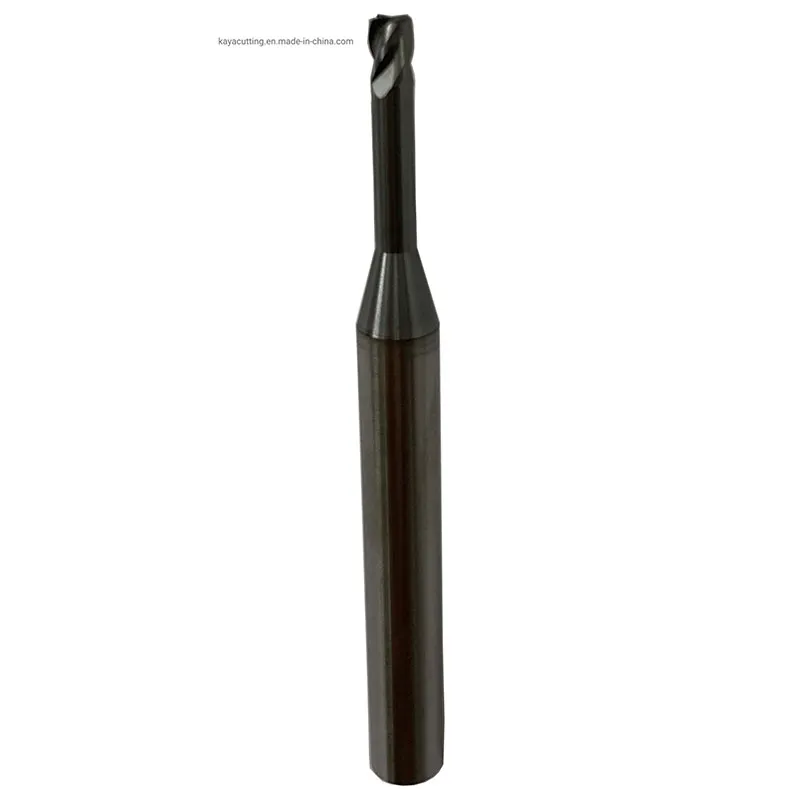
Производство форм и штампов требует высокоточной обработки закаленной стали (HRC 45–65), часто с комплексными 3D контурами, глубокими полостями и мелкими деталями. Распространенные применения включают формы для литья под давлением пластмасс, штампы для штамповки, штампы для ковки и формы для литья под давлением. Материалы, такие как P20, H13, S136 и NAK80, требуют инструментов с исключительной стойкостью к износу, удержанием кромок и термической стабильностью. KAYA предлагает фрезы из твердого карбида, фрезы с шариковыми носиками и метчики высокой твердости, предназначенные для финишной и полуфинишной обработки. Наши фрезы с шариковыми носиками HRC60 с покрытием AlTiN и подложкой из микрозернистого карбида сохраняют острые кромки даже при высоких температурах, снижая количество переработок и улучшая отделку поверхности до Ra 0,4 мкм.
\u2699\uFE0F Проблемы обработки и решения KAYA
Разработанные решения для ваших самых сложных производственных задач
Задача:
Отклонение сверла в глубоких охлаждающих каналах (Ø6–12 мм, глубина >200 мм).
Решение KAYA:
Используйте сверла с направляющими для глубоких отверстий, предварительно сверлите пилотное отверстие (1,5×D) и применяйте высоконапорное охлаждение с ротационным соединением.
Задача:
Поломка метчика при нарезке резьбы в отверстиях для выталкивательных штифтов (M3–M6).
Решение KAYA:
Используйте метчики HSSE-PM с покрытием TiCN; для сквозных отверстий используйте метчики с прямым острием, для глухих отверстий используйте метчики с витковыми канавками; используйте масло для нарезки резьбы.
Задача:
Нерегулярный износ лицевых фрез, что приводит к плохой плоскостности на крупных основаниях форм.
Решение KAYA:
Используйте двухсторонние фрезы с индексируемыми ножами с лезвиями для удаления заусенцев; регулярно проверяйте выход и используйте симметричные пути резания.
Задача:
Поломка сверла при сверлении очень мелких электродных отверстий (Ø0,3 мм).
Решение KAYA:
Используйте микро карбидные сверла (0,3–1 мм), скорость шпинделя 30 000–50 000 об/мин, и глубина поочередного сверления ≤5×диаметр сверла.
Задача:
Вибрации и плохое качество поверхности из-за длинного вылета инструмента в глубоких полостях.
Решение KAYA:
Используйте антивибрационные фрезы с переменной спиралью и переменным шагом, в сочетании с высокопрочными держателями (сжимаемый или гидравлический).
Задача:
Быстрое изнашивание радиуса шарового носа при финишной обработке закалённой стали (HRC55).
Решение KAYA:
Используйте фрезы с покрытием nano-AlTiN, с малым шагом (0,02–0,05 мм) и высокоскоростным резанием (>150 м/мин).