Understanding Key Parameters of British Standard Threads (BSW/BSP)
In the global pursuit of manufacturing precision, British Standard threads—namely BSW (British Standard Whitworth) and BSP (British Standard Pipe)—remain time-tested standards in mechanical fastening and fluid sealing. The accuracy of their parameters directly influences the reliability of mechanical assemblies and the safety of pipe joint sealing. Unlike general thread types, the BSW’s 55° flank angle and BSP’s 1:16 taper ratio reflect a sophisticated balance between mechanical performance and manufacturing cost—a mere 0.1° deviation in angle can halve tool life, and a 0.01 mm taper error may lead to hydraulic system leakage. This article analyzes these thread parameters from the perspective of manufacturing practice, explains the engineering logic behind them, identifies the root causes of common quality defects, and offers proven solutions verified on the shop floor—building a systematic knowledge base for thread machining professionals.
Fundamentals of British Standard Threads
1. Positioning the Two Common Types
- BSW (British Standard Whitworth): A "general-purpose" thread, widely used for mechanical fastening (e.g., machinery assembly).
- BSP (British Standard Pipe): A "special-purpose" thread for piping systems, designed with a taper to ensure leak-proof connections (e.g., firefighting couplings).
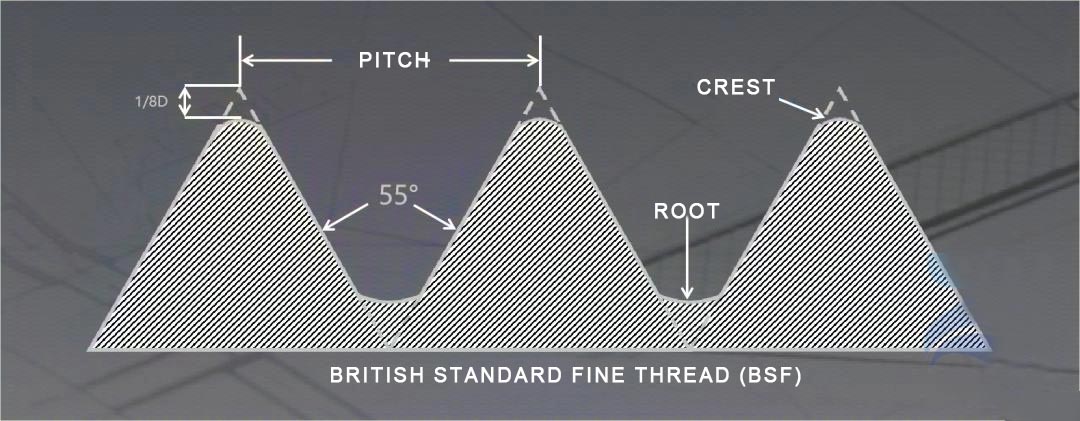
2. The 55° Thread Angle—A Hidden Advantage
- Shallower than the 60° flank angle of Unified threads → results in lower tool wear.
- Empirical data: Tool life is approximately 30% longer than when machining NPT threads in cast iron.
3. Understanding Thread Dimensions
- Example: BSP 1/2" ≠ 12.7 mm diameter
- Actual major diameter: 20.99 mm (based on historical British pipe sizing)
Practical Thread Parameter Examples
1. BSW 1/2"-12 Fastening Thread
- Nominal diameter: 1/2 inch (12.7 mm)
- Threads per inch (TPI): 12 → Pitch: 2.117 mm
- Major diameter (theoretical): 12.7 mm → Max. machining limit: 12.65 mm
- Pitch diameter tolerance: ±0.02 mm (directly affects fit tightness)
- Effective engagement length: 19.05 mm (1.5× nominal diameter)
- Tool spec: HSS-E tap with 0.5° rake angle correction (to compensate for cast iron shrinkage)
- Typical Application:
- Heavy machinery bolt joints. For carbon steel, the recommended tapping drill diameter is Φ11.1 mm (rule of thumb: drill diameter ≈ major diameter – 1.28× pitch).
2. BSPT 3/4"-14 Taper Pipe Thread
- Nominal diameter: 3/4 inch (19.05 mm)
- TPI: 14 → Pitch: 1.814 mm
- Taper ratio: 1:16 → diameter change of 1.56 mm per 25 mm length
- Effective sealing length: ≥ 5 threads (actual sealing contact typically achieved at 8–9 turns)
- Pitch diameter inspection point: 16 mm from thread end
- Tool compensation: CNC lathe must set Z-axis taper offset of 0.0625 mm per revolution
- Typical Application:
- Hydraulic pipe connections. Use carbide thread milling cutters for stainless steel (max speed ≤ 800 rpm).
3. BSPP 1/8"-28 Parallel Pipe Thread
- Nominal diameter: 1/8 inch (3.175 mm)
- TPI: 28 → Pitch: 0.907 mm
- Major diameter tolerance: 9.728 mm (significantly larger than nominal due to legacy standards)
- Crest modification: Root radius R = 0.137P (≈0.124 mm)
- Sealing method: Must be used with a flat gasket (min thickness ≥ 1.2 mm)
- Typical Application:
- Instrument pneumatic interfaces. Spiral flute taps (35° helix angle) are recommended for brass machining.
4. Special Size: 7/16"-20 BSW
- Legacy use: Maintenance of vintage British equipment
- Major diameter: 11.112 mm (non-standard size)
- Pitch: 1.27 mm (20 TPI)
- Failure risk: Shallow thread root (depth only 0.64 mm) → prone to fatigue fracture
- Replacement recommendation: Upgrade to M12×1.25 metric thread (transition bushing required)
5. Large Thread Size: 1"-11 BSW
- Nominal diameter: 1 inch (25.4 mm)
- TPI: 11 → Pitch: 2.309 mm
- Thread height: 1.472 mm (20% taller than coarse metric threads)
- Machining challenge: Requires custom extended pilot taps (total length ≥ 120 mm)
- Torque guide: 285 N·m recommended tightening torque for carbon steel assembly
- Typical Application:
- Heavy-duty mining equipment. Use with pre-applied anti-galling lubricants.
Interpreting the Significance of Thread Parameters
- Pitch & TPI: Fewer threads per inch (e.g., 8 TPI) → higher strength, lower sealing capability.
- Taper control: BSPT's 1:16 taper = axial compensation (e.g., over 100 mm length, diameter difference must be 6.25 mm).
- Tolerance trap: BSP pitch diameter tolerance of ±0.05 mm may lead to sealing failure at the 5th thread.
Why BSP Nominal Diameters Differ from Actual Sizes
In BSP thread standards, the "nominal diameter" (e.g., 1/2") does not reflect the actual outside diameter—it follows a historical convention based on pipe bore.
1. Origin of Nominal Size:
- BSP 1/2" refers to internal bore, not outer diameter.
- During the Industrial Revolution, pipe sizing was based on internal flow requirements. Extra wall thickness was added to handle pressure, increasing external diameter.
2. How Actual Major Diameter is Determined:
Per ISO 228: Major Diameter = Nominal Bore + (Constant × Pitch)
- For 1/2"-14 BSP:
- Nominal bore: 12.7 mm
- Pitch: 1.814 mm
- Actual major diameter: 20.99 mm (standardized from legacy formulas)
3. Historical Consistency:
- Victorian cast iron pipes needed thick walls to prevent rupture → larger OD, but the naming remained based on ID.
- Even with modern materials (e.g., stainless steel), the external diameter is retained for global compatibility.
4. Typical BSP Thread Parameters Reference Table:
| Nominal Size | Actual OD (Major Diameter) | TPI | Typical Application |
|---|
| 1/8" | 9.73 mm | 28 | Instrumentation fittings |
| 1/4" | 13.16 mm | 19 | Domestic gas piping |
| 1/2" | 20.99 mm | 14 | Industrial hydraulics |
| 3/4" | 26.44 mm | 14 | Cooling water lines |
5. Common Engineering Pitfalls:
- Per ISO 228Selection error: Mistaking nominal size as outer diameter → drilling undersized tapping holes (e.g., BSP 1/2" requires a Ø18.6 mm drill, not 12.7 mm).
- Sealing failure: Designing gaskets based on nominal size leads to mismatch due to larger actual OD.
Manufacturing Secrets Hidden in Thread Parameters
1. The Dual Role of the Thread Angle
- Per ISO 228Functional role: 55° thread optimizes strength and sealing
- → BSW thread root stress concentration is 18% lower than 60° UN thread
- Manufacturing impact: ±0.5° angle tolerance significantly affects tool life
- → Tests show: 0.3° overrun reduces tool life by 40%
2. Taper Ratio and Cost Impact
- Per ISO 228Per ISO 228BSPT 1:16 taper cost estimate:
- Additional tool cost of ¥2.7/meter (based on 2023 tungsten carbide prices)
- CNC compensation formula: Z-axis offset = Total Length / (16 × 2)
3. Hidden Rules of Thread Pitch
- Imperial sizes have quirks:
- 1/8"-28 ≠ Simple multiple of 1/4"-19
- Reason: Historical casting limitations during Victorian era
Top 5 Questions from Customers
Q1: Can BSW and BSP threads be interchanged?
- A: Only in emergencies—will likely leak!
- → Key difference: BSP threads have rounded crests/roots, BSW are flat.
Q2: How to select the correct tap?
| Material | Recommended Tap Type |
|---|
| Mild steel | Gold-coated HSS taps |
| Stainless | Solid carbide taps (silver) |
| Aluminum | Spiral flute taps (better chip removal) |
Q3: Still leaking after thread machining—what to do?
- Step-by-step checklist:
- Measure taper (standard: 1:16 → 1.56 mm per 25 mm)
- Verify thread count (at least 5 full threads)
- Inspect tool marks (burrs = replace tool)
Practical Machining Tips from Experienced Factory Technicians
1. Secrets to Prolonging Tool Life
- Per ISO 228When machining BSP threads: Reduce spindle speed by 20% (e.g., from 200 RPM to 160 RPM).
- Coolant formula: Use a mixture of 5% cutting oil and 3% anti-rust additive. (Field tests show a 40% reduction in tool wear.)
2. Cost-Effective Thread Inspection Tricks
- A simple method to verify sealing performance:
- ① Apply red marking paste to the thread surface.
- ② Fully tighten, then disassemble → check if the contact area covers ≥75%.
3. Machining Parameters for Special Materials
- Per ISO 228Stainless Steel: Inspect the tool after every 50 pieces machined.
- Titanium Alloy: Must use carbide tools combined with compressed air cooling.
Conclusion
The essence of British thread machining lies in achieving a dynamic balance between precision control and cost efficiency. From the stress distribution optimization in BSW threads to the sealing compensation mechanism of BSP taper threads, each parameter reflects a finely tuned coupling between physical performance and manufacturing process.
Today’s manufacturing landscape is being shaped by two parallel forces: the shift toward intelligent systems and the rise of advanced materials. On one hand, IoT-based monitoring systems offer real-time data to enhance the stability of thread machining; on the other, the lightweighting demands from the new energy sector are driving innovations in tool coating technologies.
A deep understanding of thread parameters not only helps avoid common issues such as leakage or fracture, but also serves as a critical technical barrier in adapting to evolving international standards and integrating into global supply chains. Only by transforming theoretical knowledge into practical production strategies can manufacturers build sustainable competitiveness in the field of precision engineering.


 We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.
We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.