Die industrielle Wahrheit über Hartmetallbohrer: Die zugrunde liegende Logik hinter der kontinuierlichen globalen Beschaffung
Für Entscheidungsträger in der Werkzeugbeschaffung ist es weitaus wichtiger, Bohrer zu finden, die den realen Bedingungen in Werkstätten standhalten, als nur die Spezifikationen zu vergleichen. Lassen Sie uns die Marketingfloskeln beiseite legen und zum Wesentlichen kommen.
Der kompromisslose DNA-Code
Hauptmaterial: Härter als Diamant, jedoch praktischer
- Hartmetalllegion – Über 70% Wolframcarbid (WC) bildet eine ineinandergreifende Rüstung und erreicht die dreifache Härte von gehärtetem Stahl (Rockwell-Härte A 88-93).
- Kobaltbasierter Binder – 6-12% Kobalt wirken wie schockabsorbierender Schaum, ein Goldverhältnis, das durch den ISO 513-Test 2023 validiert wurde.
- Spezielle Additive – 0,5-2% Tantalcarbid/Titaniumcarbid, um dem „sauren Fallstrick“ entgegenzuwirken, der beim Bohren von Edelstahl auftritt.
Thermodynamische Anpassung fortschrittlicher Beschichtungstechnologien
| Beschichtungstyp | Abscheidungsprozess | Anwendung | Leistungssteigerung |
|---|
| TiAlN | Bogen-Ionenbeschichtung | Bearbeitung von Hochtemperaturlegierungen | Werkzeuglebensdauer ↑ 320% |
| AlCrN | Magnetron-Sputtern | Unterbrochene Schnittbearbeitung von Edelstahl | Oberflächenrauhigkeit ↓ Ra 0,4 |
| Diamantbeschichtung | CVD-Methode | Bearbeitung von Kohlenstofffaser-Verbundstoffen | Bearbeitungseffizienz ↑ 700% |
|
Molekulare Wahrheiten jenseits der Marketing-Sprache
Wolframcarbidgehalt ≠ Qualität: Drei häufige Missverständnisse in der globalen Beschaffung
- Berichtigung: 82% WC kann minderwertiger sein als 78% WC, wenn die Kobaltdistribution ungleichmäßig ist.
- Wichtiger Indikator: ISO 4505-zertifizierte Porosität < A02 ist entscheidender als bloße Zusammensetzungsverhältnisse.
- Feldverifizierung: Verwenden Sie ein 30-faches Vergrößerungsglas, um die Gleichmäßigkeit der WC-Kristallverteilung an der Bohrspitze zu überprüfen.
Der globale Wettkampf um Kobalt-Binder
- Europäische Präferenz: 6-8% Co-Gehalt + mikroskopischer Gradienten-Sintern (geeignet für hochpräzise CNC-Maschinen).
- Südostasiatische Lösung: 10-12% Co + isostatisches Pressen (zur Handhabung von Werkstattspannungsschwankungen).
- Amerikanische Innovation: 9% Co + Nano-Korn-Grenzflächen-Diffusionstechnologie (ausgewogene Schlagfestigkeit und Abriebfestigkeit).
Der strategische Wert spezieller Additive
- Tantalcarbid (TaC): Reduziert die saure Korrosionsverluste um 42% bei der Bearbeitung von Edelstahl.
- Titan-Aluminium-Nitrid (TiAlN): Verlängert die Beschichtungslebensdauer um das Dreifache bei der Bohrbearbeitung von Hochtemperaturlegierungen.
- Seltene Erden: Die versteckte Kraft hinter der verbesserten Spanabbruch-Effizienz bei der Bearbeitung von Gusseisen.
Werkstattbewährte Leistung
- ✓ Robuste Schneidkraft – Bearbeitet mühelos Materialien mit HRC 50+ (Fallstudie: Ein deutscher Automobilzulieferer reduzierte die Werkzeugbruchrate um 63% bei der Bearbeitung von Gusseisengehäusen).
- ✓ Ausdauerkönig – Fertigte 500 kontinuierliche Bohrungen in einer 24-Stunden-Linie zur Bolzenproduktion in der Luftfahrtindustrie (mit Kühlmitteltests).
- ✓ Temperaturbeständigkeit – Beibehaltung der Schärfe bei 800°C, übertrifft Hochgeschwindigkeitsstahlbohrer, die bei 650°C versagen (basierend auf DIN 8039 Thermoschock-Testdaten).
- ✓ Werkzeugwechsel-Revolution – Eine vietnamesische Motorradteilefabrik sparte 19 Stunden pro Monat bei der Maschinenaufstellung.
- ✓ Ausschussraten-Eliminator – Verbesserte Bearbeitungsrendite von 316L-Edelstahl von 92% auf 98% (verifiziert durch einen spanischen Hersteller von Lebensmittelmaschinenprüfbericht).
- ✓ Energie-Kostenzauber – Beibehaltung des gleichen Vorschubs bei 20% niedrigerer Spindeldrehzahl (sofortige Kostensparberechnung: 11kW Spindel × $0,15/kWh × ...).
Grenzüberschreitende Werkstatttechniken
- ► Funkenidentifikation – Echtes Wolframcarbid produziert kurze orange Funken; achten Sie auf lange weiße Funken.
- ► Akustische Detektion – Ein stetiges „Zischen“ beim Bearbeiten von Aluminium ist normal; hohe metallische Kreischgeräusche weisen auf Rundlaufprobleme hin.
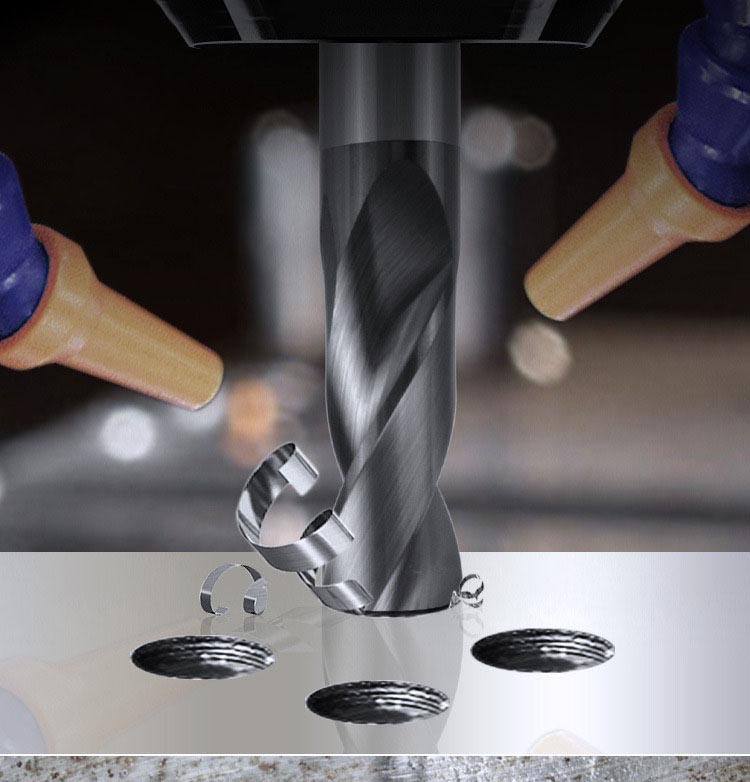
- ► Spananalyse – Blau-violette Späne bei der Titanbearbeitung deuten auf eine perfekte 0,1mm/Zahn-Vorschubrate hin.
Feldberichte von globalen Produktionslinien
-
◉ Die Präzisionsanforderungen von Medizinprodukten
- Schweizer Orthopädische Implantatfertigung: 0,8mm Mikrobohrungen wurden kontinuierlich in Titanlegierung 200 Mal gebohrt, wobei eine Toleranz von ±0,003mm für das Loch eingehalten wurde (ISO 2768-f konform).
- Japanische Endoskop-Instrumente: Im Vergleich zu Ti-beschichteten Bohrern wurde die Werkzeuglebensdauer bei der Bearbeitung von 316L-Edelstahl um das 3,2-fache verbessert (unter NSF-zertifizierten Kühlmittelbedingungen).
- ◉ Extreme Herausforderungen im Energiesektor
- Norwegische Tiefseeschieberbearbeitung: In einer simulierten schwefelhaltigen Meerwasserumgebung hielten korrosionsbeständige beschichtete Bohrer 400% länger als Standardmodelle.
- Texas Schiefergas-Bohrgeräte-Wartung: Die Bohrleistung auf HRC 55 verschleißfesten Platten wurde um 70% gesteigert, wodurch die Fertigungskosten pro Einheit von $4,20 auf $1,70 gesenkt wurden.
- ◉ Durchbrechen von Branchensperren
- Medizinprodukte: „0,5mm Mikrobohrlochdurchmesser-Schwankung < ±0,002mm bei Kobalt-Chrom-Legierung“ — Schweizer Hersteller von orthopädischen Implantaten.
- Energieausrüstung: „Werkzeuglebensdauer übersteigt immer noch 400 Stunden unter schwefelreichen Bedingungen“ — Norwegischer Tiefseeschieberhersteller.
- Verbraucherelektronik: „Gratkontrolle bei Magnesiumlegierungsbohrungen erfüllt die VDE 0683-Normen“ — Deutscher Steckverbinder-Riese.
- ◉ Unerwartete Vorteile für Beschaffungsentscheidungsträger
- ✓ US-amerikanischer Automobilteilehersteller: Sparte jährlich $45.000 bei den Werkzeugmanagement-Lohnkosten.
- ✓ Indische Druckgussfabrik: Reduzierte die Ausfallzeit der Werkzeugreparatur um 62%.
- ✓ Brasilianischer Luft- und Raumfahrt-Zulieferer Tier-2: Besteht die Nadcap-Werkzeugprüfung zum ersten Mal.
Fazit
Unsere Fabrik exportiert seit 16 Jahren Bohrer und weiß, dass ein großartiges Werkzeug keine hochtrabenden Worte braucht. Das nächste Mal, wenn Sie einer schwierigen Bearbeitungsherausforderung gegenüberstehen, probieren Sie einen echten Hartmetallbohrer – lassen Sie die Späne fliegen, und die erfahrenen Maschinenbauer in Ihrer Werkstatt werden Ihnen sagen, was „echte Zähigkeit“ wirklich bedeutet.



 Wir entwerfen gerne nach den Anforderungen unserer Kunden oder bieten ihnen unsere neuen Designs an. Mit starken OEM/ODM-Fähigkeiten können wir Ihre Beschaffungsanforderungen erfüllen.
Wir entwerfen gerne nach den Anforderungen unserer Kunden oder bieten ihnen unsere neuen Designs an. Mit starken OEM/ODM-Fähigkeiten können wir Ihre Beschaffungsanforderungen erfüllen.