
Analyse approfondie des forets en carbure plein : Une double révolution dans la fabrication de précision et le commerce mondial
"Lorsqu'un foret en carbure plein d'un diamètre de seulement 0,5 mm est agrandi sous un microscope, sa structure de grain de coupe apparaît aussi compactée qu'un nid d'abeilles, et sa surface de cannelure hélicoïdale est aussi lisse qu'un miroir. C'est le secret de sa capacité à percer les alliages de titane sans effort à 30 000 tr/min. En tant qu'« outil ultime » dans la fabrication de précision moderne, le foret en carbure plein atteint une rigidité et une durée de vie inégalées par rapport aux forets brasés traditionnels grâce à son substrat 100 % alliage et à son traitement de bord de qualité nano. Des trous osseux de 0,1 mm dans les dispositifs médicaux à insertion minimale aux usinages de trous profonds dans les pales de turbine aérospatiale, ses limites de performance redéfinissent continuellement les frontières de la précision de la fabrication industrielle."

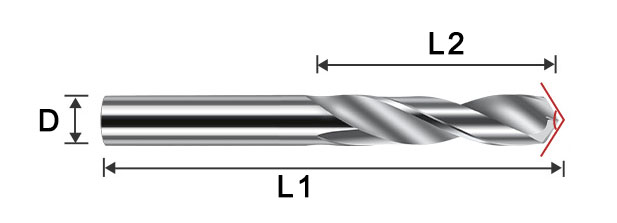
Sculpté à partir d'un seul bloc métallique (contre un foret brasé : comme une pointe de crayon fixée à un bâton en bois)
Idéal pour l'usinage de matériaux durs : acier inoxydable, alliages de titane, fibre de carbone, etc.
Répartition des coûts des matières premières :
Poudre de tungstène (68 %) > Poudre de cobalt (22 %) > Consommation d'énergie de frittage (10 %)
Comparaison des prix :
Un foret de haute qualité ≈ 1 g d'argent (lié au marché des métaux précieux en temps réel)
Analogie du frittage : Comme cuisiner des diamants dans une cocotte sous pression (1500°C + 200 atmosphères)
Contrôle de précision : Équivalent à graver un code QR sur un cheveu (précision des bords ≤ 0,005 mm)
Cherchez l'étiquette « Carbure » (contre l'acier rapide classique)
Caractéristiques d'un foret premium : Brillance métallique uniforme (les produits inférieurs montrent des taches ou des pores)
Angles recommandés selon le matériau :
Étude de cas : Une usine de pièces automobiles vietnamienne a augmenté de 40 % l'efficacité de l'usinage de l'aluminium en passant à des forets de 140°.
Comparaison des propriétés des revêtements courants :
Astuce : Pour les exportations par fret maritime, choisissez un revêtement à double couche pour une protection supplémentaire
Préférences courantes selon les régions :
Attention aux différences de fabrication « entièrement meulé » contre « semi-meulé » (vérifiez la douceur des bords)
Rapports de test essentiels : Test de dureté HRC ≥ 90
Cause possible : Vitesse excessive (Astuce : L'usinage de l'acier inoxydable nécessite une vitesse moyenne, comme conduire à 60 km/h)
Solution : Appliquez de l'huile de colza comme substitut temporaire aux fluides de coupe professionnels
Liste de contrôle :
Vérifiez la dureté du matériau – Les matériaux plus durs nécessitent des forets plus durs
Assurez-vous que le serrage est sécurisé – Mouvement autorisé < 1 mm
Du contrôle de grain ultra-fin dans le matériau de substrat aux transitions de rayon du tranchant à un niveau de 3 μm, les percées technologiques des forets en carbure plein sont fondamentalement une « évolution en double hélice » de la science des matériaux et de l'usinage de précision. Avec les progrès de la technologie de meulage simultané à 5 axes et des systèmes de détection de défauts par IA, ces « scalpels métalliques » redéfinissent les possibilités de la fabrication moderne.
 Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.
Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.