
Le taraudage sans souci : un guide pratique pour ajuster les diamètres des perceuses de taraudage selon les matériaux
Dans l'usinage de précision, la qualité du taraudage affecte directement la durée de vie et la précision d'assemblage des composants. Parmi les nombreux facteurs influents, l'ajustement du diamètre de la perceuse de taraudage est souvent la clé du succès. Les caractéristiques spécifiques des matériaux, comme la récupération élastique des alliages d'aluminium ou l'expansion thermique et l'adhésion de l'acier inoxydable, rendent les paramètres standard peu fiables. Ce guide, basé sur la science des matériaux et des données inter-industrielles, analyse systématiquement la logique d'ajustement pour 16 matériaux courants. Il aligne les normes mondiales (y compris ANSI, DIN et ISO), présente des stratégies de compensation pour l'épaisseur des pièces et propose des conseils sur la compatibilité des machines afin d'aider les opérateurs à trouver le meilleur équilibre entre performance et coût.
| Spécification du filetage | Perceuse ISO Ø | Perceuse ASME Ø | Perceuse DIN Ø | Utilisation typique |
|---|---|---|---|---|
| M6×1 | Ø5.0 mm | Ø5.05 mm | Ø4.95 mm | Composants moteur automobile |
| 1/4"-20 | Ø5.1 mm | Ø5.15 mm | - | Canalisations hydrauliques |
| M8×1.25 | Ø6.8 mm | Ø6.75 mm | Ø6.7 mm | Guides pour machines-outils |
 Aperçu de l'industrie : Les clients allemands demandent souvent des diamètres de perceuse 0.02 mm plus petits pour améliorer la résistance des filetages.
Aperçu de l'industrie : Les clients allemands demandent souvent des diamètres de perceuse 0.02 mm plus petits pour améliorer la résistance des filetages.
| Type de matériau | Exemple de pièce | Agrandissement par rapport à la norme | Taraud recommandé |
|---|---|---|---|
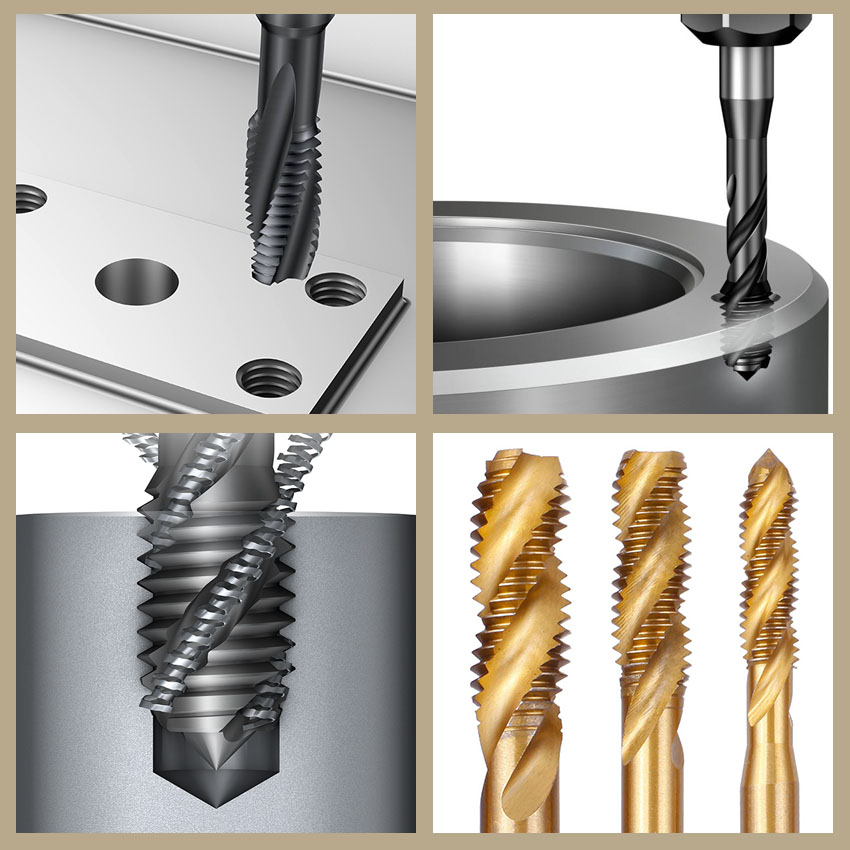
| Alliage d'aluminium | Encoches / Dissipateurs thermiques | +0.05 mm | Taraud HSS à spirale |
| Acier inoxydable 304 | Flasques / Vannes | +0.03 mm | Taraud HSS-E au cobalt |
| Acier au carbone moyen | Engrenages / Arbres | Pas d'ajustement | Taraud en carbure |
| Laiton | Composants de plomberie | +0.07 mm | Taraud HSS à rainures droites |
| Épaisseur de la pièce | Stratégie d'ajustement | Taraud recommandé |
|---|---|---|
| < 3 mm | Perceuse +0.05 mm | HSS-E pour plaques minces |
| 3–8 mm | Valeurs standards | Série universelle en carbure |
| > 8 mm | Perceuse –0.03 mm | Taraud à spirale pour trous profonds |
 Leçon du monde réel : Un client n'a pas ajusté pour un aluminium de 12 mm d'épaisseur, entraînant une fracture de la racine du filetage.
Leçon du monde réel : Un client n'a pas ajusté pour un aluminium de 12 mm d'épaisseur, entraînant une fracture de la racine du filetage.
Le taraudage est un exercice délicat d'équilibre entre le comportement des matériaux, les capacités des outils et les conditions de processus. Des trous pré-agrandis pour l'aluminium à un refroidissement en plusieurs étapes pour l'acier inoxydable, chaque matériau nécessite des stratégies pré-taraudage adaptées. Des variables telles que l'épaisseur de la pièce et le type de machine doivent également être prises en compte dans le modèle de correction. Avec des normes mondiales comparatives, des tableaux de compensation d'épaisseur et des diagnostics de morphologie des copeaux, ce guide établit un flux de travail complet - de la préparation du perçage à l'inspection finale. Que ce soit pour des pièces de moteur EV à parois minces ou des filetages de précision dans des implants orthopédiques, maîtriser les principes sous-jacents et appliquer des ajustements de paramètres de manière flexible garantit un taraudage stable et à haute efficacité.
 Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.
Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement. 