Les ingénieurs du monde entier se demandent : comment assortir précisément les outils de taraudage aux caractéristiques des pièces ?
L'alarme de l'atelier s'est encore déclenchée tard dans la nuit — le troisième taraud a cassé lors de l'usinage d'un corps de vanne en acier inoxydable, et la pièce coûteuse a été immédiatement mise au rebut. Ce n'est pas une histoire d'horreur, mais un cauchemar quotidien causé par le choix du mauvais type de taraud. En tant qu'ingénieur en outils de coupe avec 20 ans d'expérience, je vais partager les connaissances pratiques acquises à force d'essais et d'erreurs, en dévoilant les véritables règles de sélection des tarauds à spirale, chanfreinés et à fente droite, afin que vous puissiez enfin dire adieu aux cassures de tarauds, aux filetages usés et aux problèmes d'évacuation des copeaux.
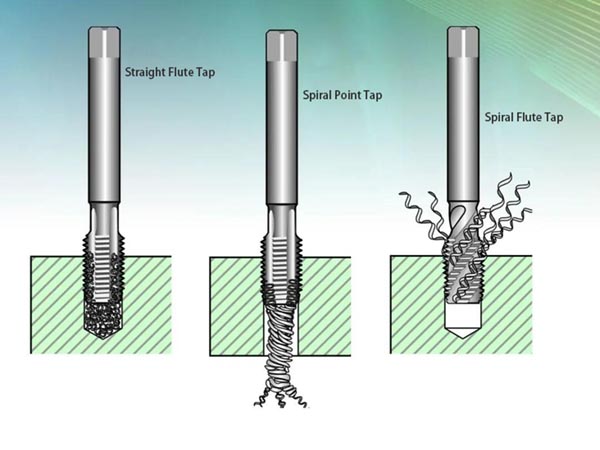
1. Comment choisir entre les tarauds à spirale, chanfreinés et à fente droite
1.1 Le matériau d'abord : assortir le taraud au matériau
(Rappelez-vous de ce moyen mnémotechnique : Spirale pour les matériaux tendres, Chanfreiné pour les matériaux durs, Fente droite pour les trous borgnes)
- Matériaux tendres (aluminium, cuivre, etc.) → Choisir des tarauds à spirale
- Pourquoi : Les rainures spiralées agissent comme un tournevis, expulsant les copeaux vers le haut (appelé "évacuation des copeaux").
- Remarque : Plus le matériau est collant (par exemple, l'alliage d'aluminium 6061), plus l'angle de la spirale doit être grand (généralement 35°-45°).
- Acier inoxydable, acier allié → Choisir des tarauds chanfreinés
- Secret : La conception de la pointe effilée forme d'abord la forme du filetage (réduisant les frottements).
- Testé : Pour l'usinage de l'acier inoxydable 304, les tarauds chanfreinés durent 2 à 3 fois plus longtemps que les tarauds à fente droite.
- Usinage de trous borgnes/profonds → Choisir des tarauds à fente droite
- Piège : Utiliser un taraud à spirale sur un trou borgne peut entraîner un colmatage des copeaux au fond, rayant les filets.
- Astuce : Retirer tous les 3 à 5 tours pour évacuer les copeaux (utiliser nos tarauds à fente droite avec rainures d'évacuation des copeaux facilite cette opération).
1.2 Type de machine : différentes méthodes pour les anciennes machines et les nouveaux équipements
(90 % des défaillances de tarauds sont dues au choix du mauvais type)
- Perceuses à colonne standards/machines anciennes
- Doivent utiliser des tarauds à fente droite : structure simple, moins susceptibles de se casser (vitesse de broche ≤500 RPM).
- Leçon apprise : Un client au Vietnam utilisait des tarauds à spirale sur une ancienne perceuse à colonne, et 8 tarauds sur 10 se sont cassés.
- Centres d'usinage CNC
- Préférer les tarauds à spirale : usinage stable à grande vitesse continue (1200 RPM).
- Astuce pour économiser des coûts : Nos tarauds HSS-E à spirale associés à des programmes de taraudage automatiques augmentent l'efficacité de 40 %.
1.3 Type de commande : différentes méthodes pour les essais de petits lots vs. les productions de grandes séries
| Scénario | Type de taraud recommandé | Message clé |
|---|
| Développement d'échantillons | Tarauds à fente droite | "Utilisez d'abord le type générique, puis optimisez pour la grande production" |
| Commandes >100 000 pièces | Tarauds chanfreinés | "Bien que 20 % plus chers, ils sont plus rentables grâce à une réduction du temps de changement d'outil" |
| Réapprovisionnement urgent | Tarauds à spirale | "Pas besoin d'ajuster les paramètres de la machine, commencez immédiatement la production" |
- Cas client : Un fabricant de vannes à Dubaï achetait nos tarauds à fente droite depuis des années jusqu'à ce que nous lui recommandions de passer aux tarauds chanfreinés :
- Résultat : Le temps d'usinage est passé de 27 secondes par pièce à 19 secondes par pièce.
- Durée de vie de l'outil : Passée de 300 pièces par taraud à 800 pièces par taraud.
(Point clé : Ils ne savaient pas que les tarauds chanfreinés étaient le bon choix pour l'acier inoxydable.)
2. La logique sous-jacente du choix des matériaux
2.1 Tableau de classement de la ductilité des métaux
| Type de matériau | Grade représentatif | Taraud recommandé | Indice de ductilité | Formation des copeaux |
|---|
| Matériaux ultra-tendres | Aluminium 1060 | Grand angle de spirale (45°) | 85% | Bandes continues |
| Matériaux collants | Laiton H62 | Taraud à spirale avec casse-copeaux | 65% | Copeaux spiralés courts |
| Matériaux durs et fragiles | Acier à roulement GCr15 | Taraud chanfreiné revêtu | 18% | Copeaux en poudre |
2.2 Traitement spécial pour les matériaux composites
- Plastique renforcé de fibres de verre : Utiliser des tarauds à fente droite à double tranchant (pour éviter le délaminage).
- Usinage de fibres de carbone : Angle de spirale personnalisé de 10° + revêtement diamant (pour éviter les bavures).
- Étude de cas : Nous avons développé un taraud spécial en alliage de magnésium pour un client israélien en ajustant l'angle de la spirale pour résoudre le problème de combustion naturelle (y compris une comparaison vidéo de l'expérience de combustion).
3. La formule d'or pour les paramètres d'usinage
3.1 Formule de calcul de la vitesse
- Tarauds à spirale : N = (15000/D) × K (où D = diamètre du filetage en mm, K = coefficient du matériau : aluminium 0.8, acier 0.5).
- Tarauds chanfreinés : N = (12000/D) × K.
- Tarauds à fente droite : N = (8000/D) × K.
3.2 Matrice de sélection du liquide de refroidissement
| Type de taraud | Huile solubilisée dans l'eau | Fluide de coupe à base d'huile | Lubrification à faible quantité (MQL) |
|---|
| Tarauds à spirale | ★★★ | ★★☆ | ★★★★★ |
| Tarauds chanfreinés | ★★★☆ | ★★★★ | ★★☆ |
| Tarauds à fente droite | ★★★★★ | ★★★☆ | Non recommandé |
Étude de cas : Un client indonésien a utilisé de l'huile solubilisée dans l'eau, ce qui a entraîné une usure des tarauds chanfreinés 50 % plus rapide.
4. Carte d'analyse des défaillances
4.1 Raisons de la rupture des tarauds
| Type de rupture | Causes possibles | Solution |
|---|
| Rupture en spirale | Mauvaise évacuation des copeaux | Passer à des tarauds avec un angle de spirale plus grand |
| Rupture nette en croix | Non-alignement | Installer un porte-outil de taraudage flottant |
| Dents ébréchées | Zones dures dans le matériau | Passer à des tarauds en métallurgie des poudres |
4.2 Diagnostic des défauts de qualité de filetage
- Grand diamètre majeur : Usure du taraud au-delà de la limite acceptable (vérifier l'usure des faces).
- Ébarbures sur la surface du filetage : Refroidissement insuffisant entraînant une accumulation de copeaux (augmenter la concentration du liquide de refroidissement).
- Forme de filetage incomplète : Diamètre du trou incorrect (se référer aux tableaux de trous de filetage internationaux).
5. Stratégies avancées de contrôle des coûts
5.1 Modèle de prévision de la durée de vie de l'outil
- Coût total d'usinage = (Prix unitaire du taraud / Durée de vie de l'outil) + Coût du temps de changement d'outil + Pertes dues aux déchets
(Exemple : Bien que les tarauds chanfreinés coûtent 30 % de plus, le coût total diminue de 22 %)
5.2 Guide de l'utilisation des tarauds régénérés
- Fréquence de réparation : Les tarauds HSS peuvent être réparés jusqu'à 3 fois ; les tarauds en carbure ne peuvent pas être réparés.
- Point critique économique : Arrêter la régénération lorsque le prix d'un nouveau taraud est inférieur à 2 fois le coût de réparation.
- Étude de cas de comparaison des coûts : Une usine de pièces automobiles au Mexique a économisé 47 500 $ par an en mélangeant des tarauds neufs et régénérés.
Résumé :
Des propriétés des matériaux aux règles d'approvisionnement mondiales, des formules de vitesse aux modèles de contrôle des coûts, maîtriser l'essence du choix du taraud revient à comprendre le dialogue entre les métaux et les outils. Rappelez-vous : le meilleur taraud n'est pas le plus cher, mais celui qui correspond précisément aux conditions de travail.




 Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.
Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.