Comprendre les paramètres clés des filetages selon la norme britannique (BSW/BSP)
Dans la quête mondiale de la précision en fabrication, les filetages britanniques — à savoir BSW (British Standard Whitworth) et BSP (British Standard Pipe) — demeurent des normes éprouvées dans le domaine du montage mécanique et de l'étanchéité des tuyaux. La précision de leurs paramètres influence directement la fiabilité des assemblages mécaniques et la sécurité des joints de tuyaux. Contrairement aux types de filetages généraux, l'angle de flanc de 55° du BSW et le rapport de conicité de 1:16 du BSP reflètent un équilibre sophistiqué entre performance mécanique et coût de fabrication — une simple déviation de 0,1° dans l'angle peut diviser par deux la durée de vie de l'outil, et une erreur de conicité de 0,01 mm peut entraîner une fuite du système hydraulique. Cet article analyse ces paramètres de filetage du point de vue de la pratique de fabrication, explique la logique technique qui les sous-tend, identifie les causes profondes des défauts de qualité courants et propose des solutions éprouvées validées sur le terrain — construisant une base de connaissances systématique pour les professionnels du fraisage de filetages.

Principes fondamentaux des filetages britanniques
1. Positionnement des deux types courants
- BSW (British Standard Whitworth) : Un filetage "polyvalent", largement utilisé pour le montage mécanique (par exemple, assemblage de machines).
- BSP (British Standard Pipe) : Un filetage "spécial", conçu pour les systèmes de tuyauterie, avec une conicité pour assurer des connexions étanches (par exemple, les accouplements pour la lutte contre l'incendie).
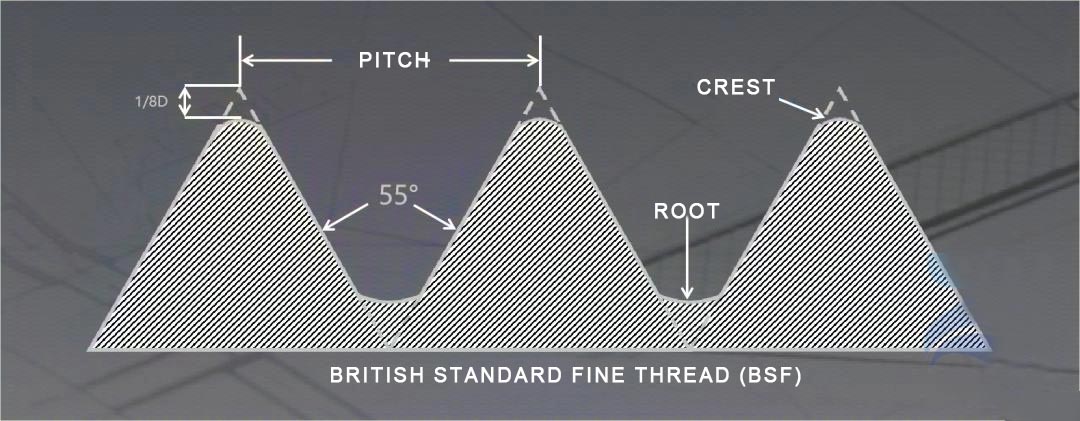
2. L'angle de filetage de 55° — Un avantage caché
- Moins prononcé que l'angle de 60° des filetages unifiés → entraîne une usure d'outil réduite.
- Données empiriques : La durée de vie de l'outil est environ 30 % plus longue que lors de l'usinage des filetages NPT dans la fonte.
3. Comprendre les dimensions du filetage
- Exemple : BSP 1/2" ≠ diamètre de 12,7 mm
- Diamètre réel extérieur : 20,99 mm (basé sur le dimensionnement historique des tuyaux britanniques)
Exemples pratiques de paramètres de filetage
1. Filetage de fixation BSW 1/2"-12
- Diamètre nominal : 1/2 pouce (12,7 mm)
- Filets par pouce (TPI) : 12 → Pas : 2,117 mm
- Diamètre extérieur (théorique) : 12,7 mm → Limite maximale de l'usinage : 12,65 mm
- Tolérance du diamètre du pas : ±0,02 mm (affecte directement la rigidité de l'ajustement)
- Longueur d'engagement effective : 19,05 mm (1,5× diamètre nominal)
- Spécification de l'outil : Filière HSS-E avec correction de l'angle de coupe de 0,5° (pour compenser la rétraction de la fonte)
- Application typique :
- Joints boulonnés pour machines lourdes. Pour l'acier au carbone, le diamètre de foret recommandé est Φ11,1 mm (règle empirique : diamètre du foret ≈ diamètre extérieur – 1,28× pas).
2. Filetage conique BSPT 3/4"-14
- Diamètre nominal : 3/4 pouce (19,05 mm)
- TPI : 14 → Pas : 1,814 mm
- Ratio de conicité : 1:16 → variation du diamètre de 1,56 mm par 25 mm de longueur
- Longueur d'étanchéité effective : ≥ 5 filets (l'étanchéité effective est généralement obtenue après 8 à 9 tours)
- Point d'inspection du diamètre du pas : 16 mm à partir de l'extrémité du filetage
- Compensation d'outil : Le tour CNC doit définir un décalage de conicité sur l'axe Z de 0,0625 mm par révolution
- Application typique :
- Connexions de tuyaux hydrauliques. Utiliser des fraises à filets en carbure pour l'acier inoxydable (vitesse max ≤ 800 tr/min).
3. Filetage parallèle BSPP 1/8"-28
- Diamètre nominal : 1/8 pouce (3,175 mm)
- TPI : 28 → Pas : 0,907 mm
- Tolérance du diamètre extérieur : 9,728 mm (significativement plus grand que le nominal en raison des normes héritées)
- Modification de la crête : Rayon de racine R = 0,137P (≈0,124 mm)
- Méthode d'étanchéité : Doit être utilisée avec un joint plat (épaisseur min ≥ 1,2 mm)
- Application typique :
- Interfaces pneumatiques des instruments. Les filières à hélice spiralée (angle d'hélice de 35°) sont recommandées pour l'usinage du laiton.
4. Taille spéciale : 7/16"-20 BSW
- Utilisation héritée : Entretien d'équipements britanniques anciens
- Diamètre extérieur : 11,112 mm (taille non standard)
- Pas : 1,27 mm (20 TPI)
- Risque d'échec : Racine de filetage peu profonde (profondeur de seulement 0,64 mm) → sujette à la fracture par fatigue
- Recommandation de remplacement : Passer au filetage métrique M12×1,25 (bague de transition requise)
5. Grande taille de filetage : 1"-11 BSW
- Diamètre nominal : 1 pouce (25,4 mm)
- TPI : 11 → Pas : 2,309 mm
- Hauteur du filetage : 1,472 mm (20 % plus haute que les filetages métriques grossiers)
- Défi d'usinage : Nécessite des filières pilotes étendues sur mesure (longueur totale ≥ 120 mm)
- Guide de couple : Couple de serrage recommandé de 285 N·m pour l'assemblage en acier au carbone
- Application typique :
- Équipement minier lourd. Utiliser avec des lubrifiants anti-grippage pré-appliqués.
Interprétation de l'importance des paramètres de filetage
- Pas & TPI : Moins de filets par pouce (par exemple, 8 TPI) → plus grande résistance, capacité d'étanchéité réduite.
- Contrôle de la conicité : La conicité 1:16 du BSPT = compensation axiale (par exemple, sur une longueur de plus de 100 mm, la différence de diamètre doit être de 6,25 mm).
- Piège de tolérance : La tolérance du diamètre du pas BSP de ±0,05 mm peut entraîner une défaillance de l'étanchéité au 5e filet.
Pourquoi les diamètres nominaux BSP diffèrent des tailles réelles
Dans les normes de filetage BSP, le "diamètre nominal" (par exemple, 1/2") ne reflète pas le diamètre extérieur réel — il suit une convention historique basée sur le diamètre intérieur des tuyaux.
1. Origine de la taille nominale :
- BSP 1/2" fait référence au diamètre intérieur, pas au diamètre extérieur.
- Lors de la Révolution Industrielle, le dimensionnement des tuyaux était basé sur les besoins de débit intérieur. Une épaisseur de paroi supplémentaire était ajoutée pour supporter la pression, augmentant ainsi le diamètre extérieur.
2. Comment le diamètre extérieur réel est déterminé :
Conformément à la norme ISO 228 : Diamètre extérieur = Diamètre nominal + (Constante × Pas)
- Pour BSP 1/2"-14 :
- Diamètre nominal : 12,7 mm
- Pas : 1,814 mm
- Diamètre extérieur réel : 20,99 mm (standardisé à partir des formules héritées)
3. Cohérence historique :
- Les tuyaux en fonte victoriens nécessitaient des parois épaisses pour prévenir les ruptures → diamètre extérieur plus grand, mais la dénomination restait basée sur le diamètre intérieur.
- Même avec des matériaux modernes (par exemple, l'acier inoxydable), le diamètre extérieur est conservé pour garantir la compatibilité mondiale.
4. Tableau de référence des paramètres de filetage BSP typiques :
| Taille nominale | Diamètre extérieur réel (diamètre extérieur) | TPI | Application typique |
|---|
| 1/8" | 9,73 mm | 28 | Raccords pour instrumentation |
| 1/4" | 13,16 mm | 19 | Tuyauterie de gaz domestique |
| 1/2" | 20,99 mm | 14 | Hydraulique industrielle |
| 3/4" | 26,44 mm | 14 | Lignes d'eau de refroidissement |
5. Pièges courants en ingénierie :
- Selon ISO 228Erreur de sélection : Confondre la taille nominale avec le diamètre extérieur → percer des trous de taraudage trop petits (par exemple, BSP 1/2" nécessite un foret Ø18,6 mm, et non 12,7 mm).
- Défaillance de l'étanchéité : Concevoir des joints en fonction de la taille nominale entraîne un décalage dû au diamètre extérieur réel plus grand.
Secrets de fabrication cachés dans les paramètres de filetage
1. Le rôle dual de l'angle de filetage
- Selon ISO 228Rôle fonctionnel : L'angle de 55° optimise la résistance et l'étanchéité
- → La concentration de contrainte à la racine du filetage BSW est 18 % plus faible que celle du filetage UN à 60°
- Impact sur la fabrication : La tolérance de l'angle ±0,5° affecte considérablement la durée de vie de l'outil
- → Les tests montrent qu'un dépassement de 0,3° réduit la durée de vie de l'outil de 40 %
2. Ratio de conicité et impact sur les coûts
- Selon ISO 228Estimation du coût de la conicité BSPT 1:16 :
- Coût supplémentaire de l'outil de ¥2,7/mètre (basé sur les prix du carbure de tungstène de 2023)
- Formule de compensation CNC : Décalage sur l'axe Z = Longueur totale / (16 × 2)
3. Règles cachées du pas de filetage
- Les tailles impériales ont des particularités :
- 1/8"-28 ≠ simple multiple de 1/4"-19
- Raison : Limites de moulage historiques à l'époque victorienne
Les 5 principales questions des clients
Q1 : Les filets BSW et BSP peuvent-ils être échangés ?
- R : Seulement en cas d'urgence—cela entraînera probablement des fuites !
- → Différence clé : Les filets BSP ont des crêtes/racines arrondies, les BSW sont plats.
Q2 : Comment choisir le bon taraud ?
| Matériau | Taraud recommandé |
|---|
| Acier doux | Tarauds en HSS recouverts d'or |
| Acier inoxydable | Tarauds en carbure solide (argent) |
| Aluminium | Tarauds à spirale (meilleure élimination des copeaux) |
Q3 : Fuites persistantes après le filetage — que faire ?
- Liste de contrôle étape par étape :
- Mesurer la conicité (standard : 1:16 → 1,56 mm par 25 mm)
- Vérifier le nombre de filets (au moins 5 filets complets)
- Inspecter les marques d'outils (ébarbures = remplacer l'outil)
Astuces de fabrication pratiques des techniciens expérimentés de l'usine
1. Secrets pour prolonger la durée de vie des outils
- Selon ISO 228Lors du fraisage des filets BSP : Réduire la vitesse de la broche de 20 % (par exemple, de 200 RPM à 160 RPM).
- Formule de liquide de refroidissement : Utiliser un mélange de 5 % d'huile de coupe et 3 % d'additif anti-rouille. (Les tests sur le terrain montrent une réduction de l'usure des outils de 40 %. )
2. Astuces économiques pour l'inspection des filets
- Une méthode simple pour vérifier la performance d'étanchéité :
- ① Appliquer de la pâte de marquage rouge sur la surface du filetage.
- ② Bien serrer, puis démonter → vérifier si la zone de contact couvre ≥75 %.
3. Paramètres de fabrication pour matériaux spéciaux
- Selon ISO 228Acier inoxydable : Inspecter l'outil après chaque 50 pièces usinées.
- Alliage de titane : Utiliser des outils en carbure combinés avec un refroidissement à air comprimé.
Conclusion
L'essence de l'usinage des filets britanniques réside dans l'équilibre dynamique entre le contrôle de la précision et l'efficacité des coûts. De l'optimisation de la distribution des contraintes dans les filets BSW à la compensation d'étanchéité des filets coniques BSP, chaque paramètre reflète un couplage finement réglé entre la performance physique et le processus de fabrication.
Le paysage de la fabrication d'aujourd'hui est façonné par deux forces parallèles : le passage aux systèmes intelligents et l'essor des matériaux avancés. D'une part, les systèmes de surveillance basés sur l'IoT offrent des données en temps réel pour améliorer la stabilité de l'usinage des filets ; d'autre part, les exigences de réduction du poids du secteur des nouvelles énergies stimulent les innovations dans les technologies de revêtement des outils.
Une compréhension approfondie des paramètres de filetage permet non seulement d'éviter des problèmes courants tels que les fuites ou les fractures, mais elle sert également de barrière technique cruciale pour s'adapter aux normes internationales en évolution et s'intégrer dans les chaînes d'approvisionnement mondiales. Ce n'est qu'en transformant les connaissances théoriques en stratégies de production pratiques que les fabricants peuvent construire une compétitivité durable dans le domaine de l'ingénierie de précision.

 Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.
Nous aimons concevoir selon les exigences de nos clients ou leur proposer nos nouveaux designs. Avec de solides capacités OEM/ODM, nous pouvons répondre ?vos besoins en approvisionnement.