USINAGE PÉTROCHIMIQUE ET DES VANNES
L'industrie pétrochimique implique l'usinage de grands corps de vannes, de brides, de raccords de tuyaux et de composants de pompes fabriqués à partir d'acier inoxydable, d'acier duplex (2205, 2507), d'Inconel 718, de Monel et d'autres alliages résistants à la corrosion. Ces matériaux sont durs, abrasifs et sujets à l'hardening. Les composants nécessitent souvent des perçages profonds, des taraudages de gros filets (jusqu'à M60) et des coupes interrompues. KAYA propose des outils robustes pour l'élimination de grandes quantités de matière, le fraisage de filets et le perçage de trous profonds. Nos forets en carbure, forets en U, fraises à fileter et taps sont conçus pour résister à des conditions extrêmes. Grâce à leur capacité de refroidissement par liquide et leurs revêtements avancés (AlTiN, AlCrN), nos outils offrent des performances fiables et une durée de vie prolongée dans les applications pétrochimiques.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Usure rapide des outils lors de l'usinage de l'acier inoxydable duplex (2205, 2507).
Solution KAYA :
Utilisez des forets en carbure grade K10 avec revêtement AlTiN, forets en carbure massif avec refroidissement interne, réduisez la vitesse (10–15 m/min), augmentez l'avance (0,08–0,12 mm/tr).
Défi :
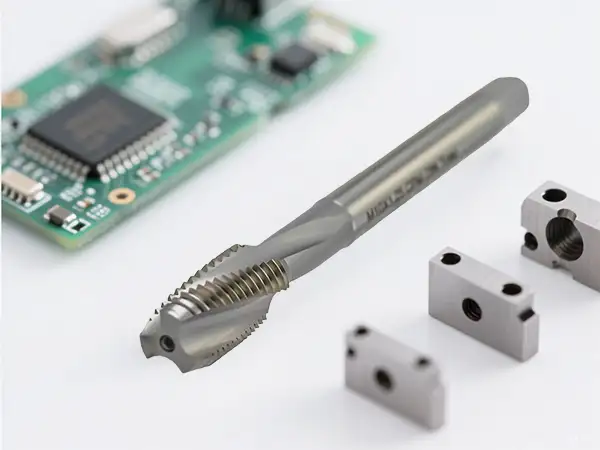
Couple élevé et casse des tarauds lors du taraudage de grands filets (M30–M60) dans les corps de vannes.
Solution KAYA :
Pour les grands diamètres, utilisez le fraisage de filet (fraises à filetage en carbure massif) au lieu du taraudage. Pour le taraudage, utilisez des tarauds hélicoïdaux HSSE-PM avec revêtement oxyde de vapeur.
Défi :
Difficulté d'évacuation des copeaux dans les trous profonds de brides (>8×D).
Solution KAYA :
Utilisez des forets à canon ou des forets en carbure avec refroidissement interne avec cycles de perçage ; refroidissement haute pression (300–500 psi). Pour les trous peu profonds Ø18–50 mm (2–4×D), les forets U indexables sont rentables.
Défi :
Les coupes interrompues provoquent des éclats sur Inconel 718.
Solution KAYA :
Utilisez des inserts en céramique ou en carbure avec revêtement AlTiN, faible vitesse (10 m/min), grande avance (0,05 mm/tr), et évitez les pauses.
Défi :
Coupure des filets lors du taraudage des filetages API dans les alliages résistants à la corrosion.
Solution KAYA :
Utilisez une géométrie de filet spéciale avec un soulagement accru, un revêtement CrN ou AlCrN, et une huile de coupe de haute qualité pour le filetage.
Défi :
Mauvaise finition de surface lors des opérations de perçage de grands diamètres (corps de vannes).
Solution KAYA :
Utilisez des barres de forage réglables avec des inserts en carbure, appliquez des barres de forage amorties pour les gros alésages, et utilisez des géométries de rake positif.