FABRICATION DE PIÈCES AUTOMOBILES
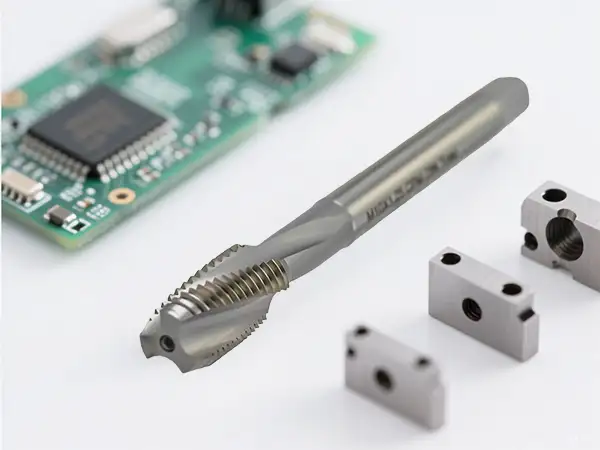
L'industrie automobile exige une production en grande série de blocs moteurs, de culasses, de bielles, de boîtiers de transmission et de composants de châssis. Les matériaux vont de la fonte grise et de la fonte à graphite compacté (CGI) aux alliages d'aluminium et à l'acier haute résistance (42CrMo, 20MnCr5). Les productions annuelles dépassent souvent plusieurs centaines de milliers de pièces, ce qui nécessite des outils d'une durabilité exceptionnelle, une performance constante et un minimum de temps d'arrêt. KAYA fournit des taps de précision, des forets en carbure et des fraises conçus pour la fabrication automobile. Nos taps HSSE-PM et nos forets en carbure revêtus de TiAlN ont prouvé qu'ils prolongeaient la durée de vie des outils jusqu'à 3 fois dans des applications exigeantes, réduisant le coût par pièce et augmentant l'utilisation des machines.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Gros bavures de sortie lors du perçage des blocs moteurs en fonte.
Solution KAYA :
Utilisez des forets à pas avec biseau ou des outils de débavurage dédiés ; ou utilisez des forets en carbure revêtus de TiN avec avance réduite dans les derniers 0,5 mm.
Défi :
Durée de vie du taraud courte (seulement 800 trous) lors du taraudage des bielles en acier haute résistance (42CrMo).
Solution KAYA :
Utilisez des tarauds hélicoïdaux HSSE-PM en métallurgie des poudres avec revêtement TiAlN, optimisez les paramètres de coupe (8–10 m/min), obtenez 2 500 trous.
Défi :
Déflexion du foret et erreur de position dans les trous de refroidissement profond (12×D) des blocs moteurs.
Solution KAYA :
Utilisez des forets à canon ou des forets en carbure avec refroidissement par liquide et patins de guidage, pré-percez un trou pilote et assurez un montage rigide.
Défi :
Utiliser des perceuses à canon ou des forets en carbure avec refroidissement par liquide et patins de guidage, pré-percer un trou pilote et assurer un montage rigide.
Solution KAYA :
Mettez en œuvre un système de gestion de la durée de vie des outils, utilisez des outils revêtus de manière uniforme par lots, et définissez des intervalles de changement d'outil forcés en fonction des données réelles de durée de vie.
Défi :
Usure extrêmement rapide des outils lors de l'usinage de la fonte graphite compactée (CGI).
Solution KAYA :
Utilisez des inserts PCBN ou en céramique pour le fraisage ; pour le perçage, utilisez des forets en carbure à grain ultra-fin avec revêtement AlTiN et réduisez la vitesse de 20–30 %.
Défi :
Accumulation de copeaux et surdimensionnement des filets lors du taraudage à grande vitesse des culasses en aluminium.
Solution KAYA :
Utilisez des tarauds à forme (sans copeaux) ou des tarauds hélicoïdaux avec lubrification MQL.