FABRICATION DE DISPOSITIFS MÉDICAUX
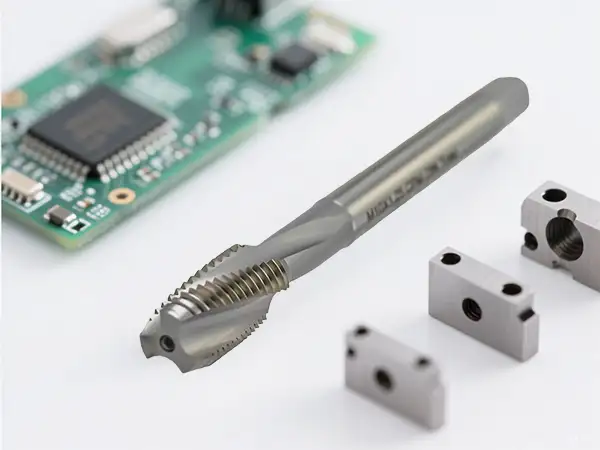
La fabrication de dispositifs médicaux exige les plus hauts niveaux de précision, de finition de surface et de compatibilité des matériaux. Les matériaux courants comprennent l'acier inoxydable (304, 316L, 17-4PH), les alliages de titane (Ti-6Al-4V), le cobalt-chrome et le PEEK. Les applications vont des implants orthopédiques (vis, plaques) et des instruments chirurgicaux aux composants dentaires et aux systèmes de délivrance de médicaments. KAYA fournit des outils de coupe spécialement conçus pour ces matériaux difficiles, garantissant des bords sans bavures, des tolérances serrées (±0,005 mm) et une qualité répétable. Nos taps HSSE-M35 et nos forets en carbure à micro-grains avec des revêtements CrN ou AlTiN résistent à l'hardening et à l'usure. Tous les outils sont fabriqués sous un contrôle qualité strict et peuvent être fournis avec des certificats de matériaux et des rapports d'inspection.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Durcissement du travail et usure rapide des forets lors du perçage des plaques osseuses en acier inoxydable 316L.
Solution KAYA :
Utilisez des forets en carbure bien affûtés (angle de pointe à 135°), avance élevée (0,06–0,10 mm/tr), maintenez une coupe continue, évitez les rotations à vide.
Défi :
Maintien d'une tolérance serrée (±0.005 mm) sur les petits diamètres de trous.
Solution KAYA :
Utilisez des alésoirs ou des outils de alésage après le perçage ; pour les micro-trous, utilisez des forets à une lèvre avec guide.
Défi :
Mauvaise finition de surface des surfaces usinées en PEEK.
Solution KAYA :
Utilisez des fraises à 2 dents bien affûtées avec un grand rake positif, faible avance, refroidissement à air, et vitesse de broche élevée (15 000–20 000 tr/min).
Défi :
Bavures sur les micro-trous (Ø0.5 mm) dans les composants d'implant en acier inoxydable.
Solution KAYA :
Utilisez des forets micro en carbure de haute précision avec des pointes effilées, effectuez la sortie avec une avance réduite, ou utilisez un outil de débavurage arrière.
Défi :
Vibration et casse des fraises minces (Ø2 mm, portée 20 mm) dans le titane.
Solution KAYA :
Utilisez des fraises à col long et à courte hélice en carbure, appliquez des trajets de fraisage trochoïdaux, réduisez l'engagement radial, et utilisez un refroidissement haute pression.
Défi :
Coupure et déchirure des filets lors du taraudage des alliages de titane (Ti‑6Al‑4V).
Solution KAYA :
Utilisez des tarauds hélicoïdaux HSSE-PM avec revêtement CrN, très faible vitesse (3–5 m/min), et huile de coupe haute teneur en chlore.