SOLUTIONS D'USINAGE GÉNÉRAL
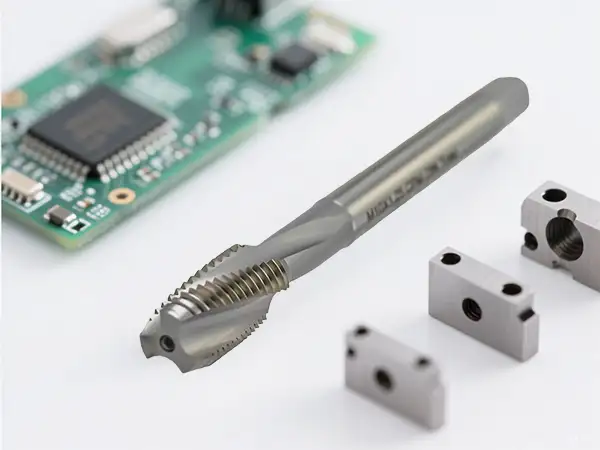
L'usinage général couvre une large gamme d'opérations de tournage, fraisage, perçage et taraudage sur des matériaux courants tels que l'acier au carbone, l'acier allié, l'acier inoxydable, la fonte et l'aluminium. Les ateliers de sous-traitance, les ateliers de maintenance et les producteurs de petites séries ont besoin d'outils fiables et polyvalents qui offrent des performances constantes sans coûts excessifs. KAYA propose un portefeuille complet d'outils HSS, HSSE et carbure plein pour des applications standard et personnalisées. Nos outils sont conçus pour minimiser les temps d'arrêt, prolonger la durée de vie des outils et maintenir des tolérances serrées sur diverses géométries de pièces. Que vous ayez besoin d'un foret à spirale standard ou d'une fraise à longueur spéciale, nous avons la solution pour garantir l'efficacité de votre production.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Coût élevé de l'inventaire des outils pour les ateliers de petites séries et multi-produits.
Solution KAYA :
Recommandez des outils multifonctions (par exemple, combinaison perçage-fraisage-taraudage) et des systèmes modulaires à têtes interchangeables pour réduire le nombre de porte-outils.
Défi :
Difficulté d'évacuation des copeaux et casse des forets dans les trous profonds (>5×D).
Solution KAYA :
Utilisez des forets en carbure avec refroidissement par liquide à haute pression (200 psi), appliquez des cycles de perçage par avances successives avec rétraction complète.
Défi :
Vibration et mauvaise finition de surface sur les pièces en aluminium à parois fines.
Solution KAYA :
Utilisez des fraises spécifiques à l'aluminium à 2 ou 3 dents avec un angle d'hélice élevé (45°) et un pas variable, réduisez la profondeur de coupe radiale.
Défi :
Usure rapide des flancs des fraises lors de l'usinage de la fonte.
Solution KAYA :
Utilisez des fraises carbure revêtues de diamant CVD ou de TiN, fraisage en montée, et réduisez la vitesse de coupe (80–120 m/min).
Défi :
Coupure et mauvaise qualité de filet lors du taraudage de l'acier inoxydable (304).
Solution KAYA :
Utilisez des tarauds hélicoïdaux HSSE avec revêtement TiAlN, augmentez l'angle d'hélice à 40°, et utilisez de l'huile de coupe à haute lubrification.
Défi :
L'enroulement de copeaux lors du perçage de l'acier au carbone entraîne des rayures à la surface.
Solution KAYA :
Utilisez des forets HSS avec des coupe-copeaux, optimisez la vitesse d'avance (0,10–0,15 mm/tr), et appliquez des cycles de perçage par avances successives pour briser les copeaux.