FABRICATION DE MOULES ET D'OUTILLAGES
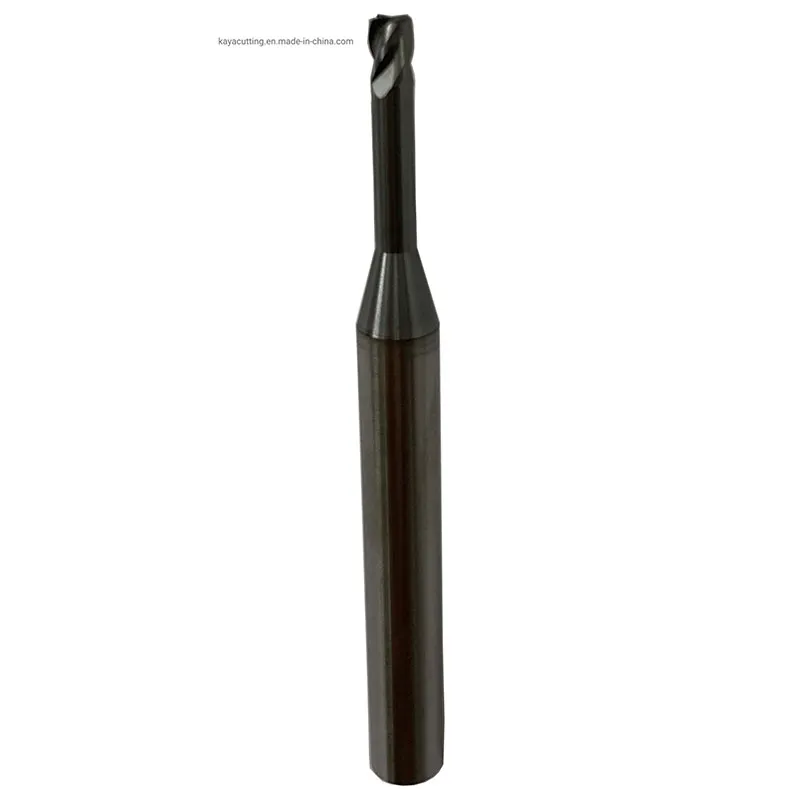
La fabrication de moules et d'outillages exige un usinage de haute précision de l'acier durci (HRC 45–65), souvent avec des contours 3D complexes, des cavités profondes et des détails fins. Les applications courantes comprennent les moules pour injection plastique, les matrices de découpe, les matrices de forgeage et les moules de fonderie sous pression. Des matériaux tels que P20, H13, S136 et NAK80 nécessitent des outils offrant une résistance exceptionnelle à l'usure, une rétention des arêtes et une stabilité thermique. KAYA propose des fraises en carbure plein, des fraises à boules et des taps haute dureté conçus pour les opérations de finition et de semi-finition. Nos fraises à boules HRC60 avec revêtement AlTiN et substrat en carbure micro-grain conservent des arêtes nettes même à haute température, réduisant ainsi les reprises et améliorant la finition de surface à Ra 0,4 µm.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Déflexion du foret dans les canaux de refroidissement profonds (Ø6–12 mm, profondeur >200 mm).
Solution KAYA :
Utilisez des forets pour trous profonds avec patins de guidage, pré-percez un trou pilote (1,5×D), et appliquez du refroidissement haute pression avec un raccord rotatif.
Défi :
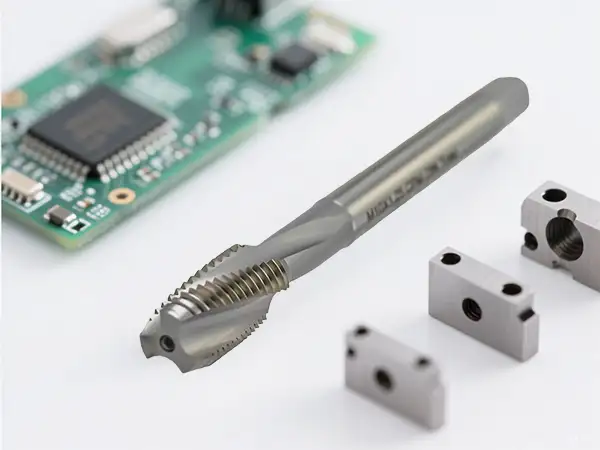
Casse des tarauds lors du filetage des trous pour goupilles d'éjection (M3–M6).
Solution KAYA :
Utilisez des tarauds HSSE-PM avec revêtement TiCN ; pour les trous traversants, utilisez des tarauds à pointe hélicoïdale, pour les trous borgnes, utilisez des tarauds hélicoïdaux ; utilisez de l'huile de taraudage.
Défi :
Usure inégale des fraises frontales causant une mauvaise planéité sur les grandes bases de moules.
Solution KAYA :
Utilisez des fraises frontales indexables à double face avec inserts de balai ; vérifiez régulièrement le jeu et utilisez des trajets de coupe symétriques.
Défi :
Casse des forets lors du perçage de très petits trous pour électrodes (Ø0.3 mm).
Solution KAYA :
Utilisez des micro-forets en carbure (0,3–1 mm), vitesse de broche 30 000–50 000 tr/min, et profondeur de fraisage ≤5×diamètre du foret.
Défi :
Vibration et mauvaise finition de surface en raison d'un porte-outil long dans les cavités profondes.
Solution KAYA :
Utilisez des fraises anti-vibration avec hélice variable et pas variable, associées à des porte-outils à haute rigidité (montage rétractable ou hydraulique).
Défi :
Usure rapide au rayon du nez de balle lors de la finition de l'acier durci (HRC55).
Solution KAYA :
Utilisez des fraises à nez boule revêtues de nano-AlTiN, avec un petit pas (0,02–0,05 mm), et usinage haute vitesse (>150 m/min).