ÉLECTRONIQUE ET USINAGE DE PRÉCISION
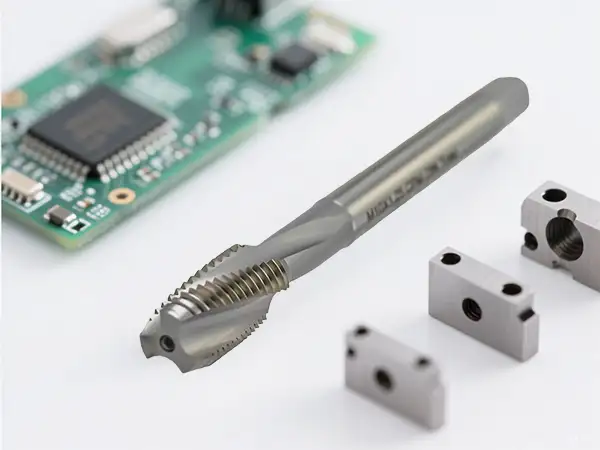
L'industrie électronique nécessite l'usinage de composants miniatures en alliages d'aluminium, en alliages de cuivre et en plastiques techniques. Les applications courantes comprennent les boîtiers de smartphones, les dissipateurs thermiques, les supports de PCB, les connecteurs et les anneaux de caméra. Les dimensions des caractéristiques varient souvent de 0,5 mm à 10 mm, avec des tolérances serrées (±0,01 mm) et des exigences sans bavures. KAYA propose des forets, des taps et des fraises à petit diamètre (jusqu'à M1.0) avec une haute précision, des bords de coupe ultra-tranchants et des revêtements avancés pour éviter l'accumulation de bord. Nos micro-outils sont conçus pour des broches à grande vitesse (20 000–60 000 tr/min) et sont équilibrés pour un minimum de jeu radial. Que vous ayez besoin d'un tap de formage M1,2 ou d'un foret en carbure de 0,8 mm, nous fournissons une qualité constante pour la production électronique en grande série.
⚙️ Défis d'Usinage & Solutions KAYA
Des réponses techniques à vos problèmes de fabrication les plus difficiles
Défi :
Taux de réussite faible de l'outil de mesure go/no-go pour les micro-filets de haute précision (M1.2×0.25).
Solution KAYA :
Utilisez des tarauds de haute précision (tolérance 6H), contrôlez le diamètre du trou pilote (tolérance ±0,01 mm), et utilisez des mandrins de taraudage pour compenser les erreurs de synchronisation.
Défi :
Fusion du matériau et adhésion lors du taraudage de pièces en plastique (par exemple, PEEK).
Solution KAYA :
Utilisez des tarauds à hélice droite bien affûtés, faible vitesse de coupe (<5 m/min), refroidissement à air ; les tarauds formants sont encore meilleurs.
Défi :
Bavure accumulée et mauvaise finition de surface lors du fraisage des dissipateurs thermiques en alliage de cuivre.
Solution KAYA :
Utilisez des fraises à 2 dents non revêtues ou revêtues de DLC, vitesse de broche élevée (>20 000 tr/min), et refroidissement adéquat (évitez la coupe à sec).
Défi :
Bavures et parois de trou rugueuses lors du perçage de cartes PCB.
Solution KAYA :
Utilisez des forets PCB spéciaux (double marge, angle de pointe spécial) avec des supports d'entrée et de sortie ; contrôlez la vitesse d'avance.
Défi :
Formation de bavures lors du taraudage des filets M1.0–M2.5 dans les boîtiers en aluminium.
Solution KAYA :
Utilisez des tarauds formants en carbure massif (extrusion) – pas de copeaux, zéro bavure ; appliquez un lubrifiant dédié.
Défi :
Casse du foret et déviation de position lors du perçage de micro-trous (<Ø0.5 mm).
Solution KAYA :
Utilisez des forets micro en carbure à grain ultra-fin, assurez-vous que le jeu de la broche est <2 µm, et utilisez des cycles de perçage haute vitesse (rétraction tous les 0,05 mm).