Product Specifications:
This HSSE spiral flute tap features an **extra-high 45° spiral angle** – one of the steepest available – providing exceptional chip evacuation in deep blind holes. Manufactured to DIN 35D standard, it is specifically designed for applications where chips must be pulled vertically upward with minimal resistance. The 3‑flute design balances chip space and core strength, while the 45° angle actively lifts long, stringy chips from depths exceeding 3× diameter.
The M12x1.25 tap has an overall length of 100mm and a working length of 22mm, optimized for deep blind holes in carbon steel, alloy steel, stainless steel, aluminum alloys, and cast iron. The steep spiral angle reduces cutting torque and prevents chip packing, making it ideal for deep-hole threading in CNC machining centers. Although supplied uncoated, TiN or TiAlN coatings can be applied upon request to further reduce friction and improve heat resistance.
Typical applications include deep blind holes in hydraulic manifolds, engine blocks, mold cavities, and aerospace components. Custom options include alternative coatings (CrN, AlCrN), left‑hand flutes, and special thread tolerances. For challenging deep-hole tapping, this 45° spiral tap delivers superior performance and reliability.
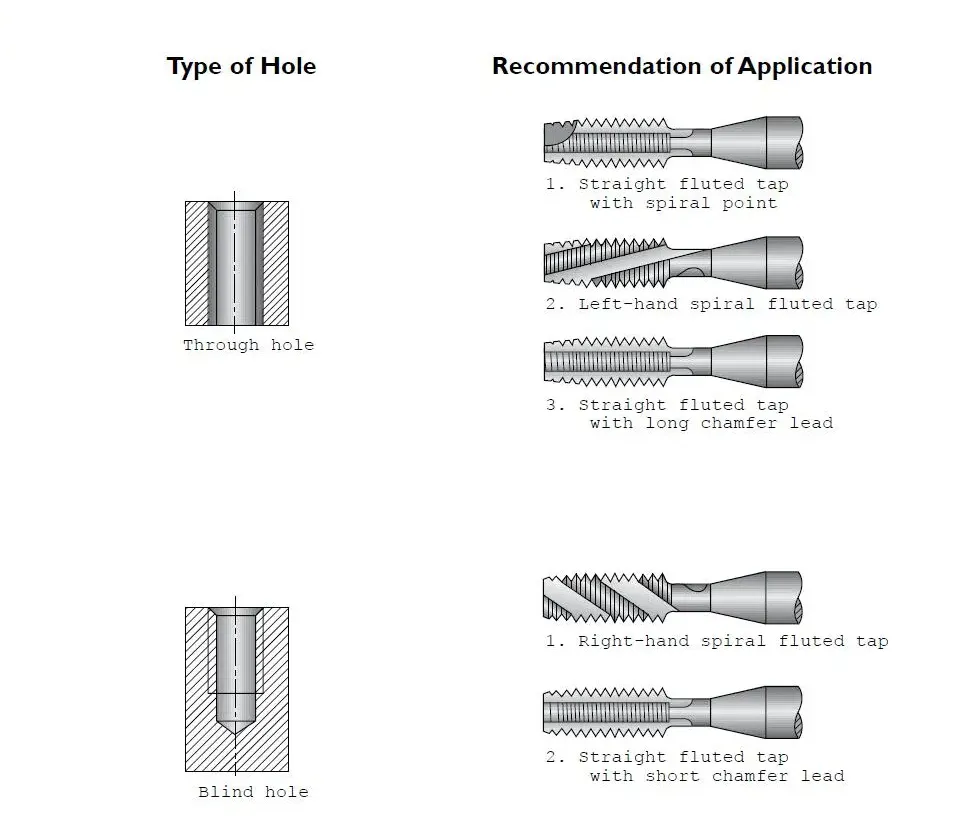
Spiral flute taps are ideal for blind holes (chip evacuation upward), while spiral point taps are best for through holes.Read full guide →
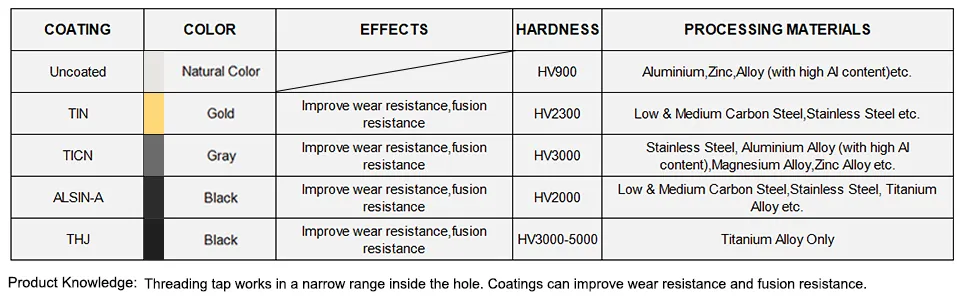
Available coatings: TiN (gold, general purpose), TiAlN (violet, high heat), CrN (silver, low friction), AlCrN (dark gray, hard materials). View full coating guide →
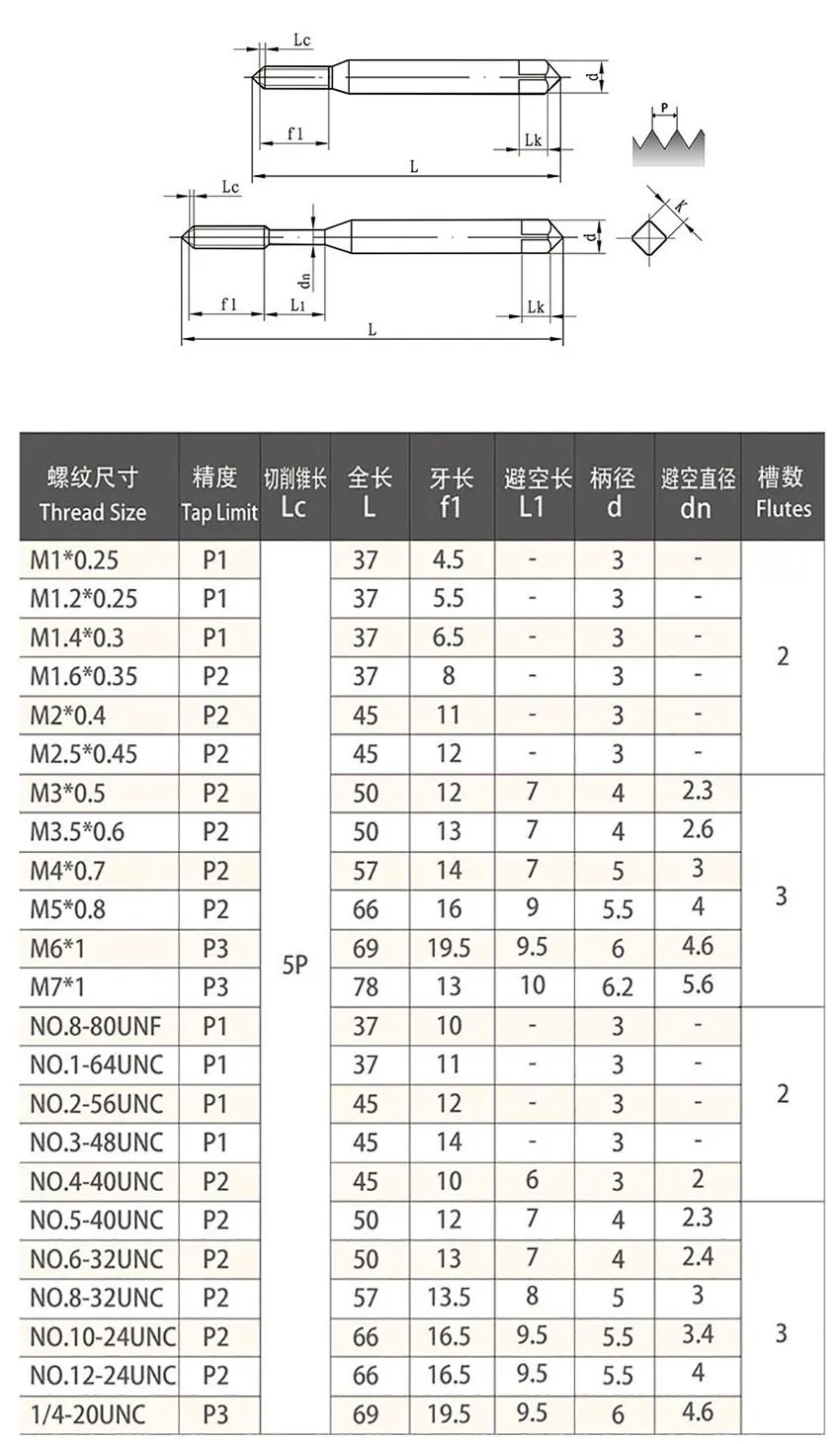
Metric: M3, M4, M5, M6, M8, M10, M12, M14, M16, M20, M24, M30. Also available in UNC, UNF, and NPTF threads. Custom lengths and shank configurations. View more size chart →