Продвинутая технология производства и индивидуальные решения для применения спиральных нарезных плашек
В мире прецизионного производства качественная спиральная нарезная плашка — это как "прецизионный механизм", который должен понимать темперамент материала и предугадывать проблемы при обработке.
Как производитель с 20-летним опытом в индустрии инструментов для зарубежной торговли, мы понимаем основные принципы индивидуальных инструментов: революционная наука о материалах как основа и практический опыт как руководство, обеспечивающее, чтобы каждая плашка становилась "невидимым стражем" производственных линий наших клиентов.
Основные характеристики спиральных нарезных плашек и точная адаптация к сценариям обработки:
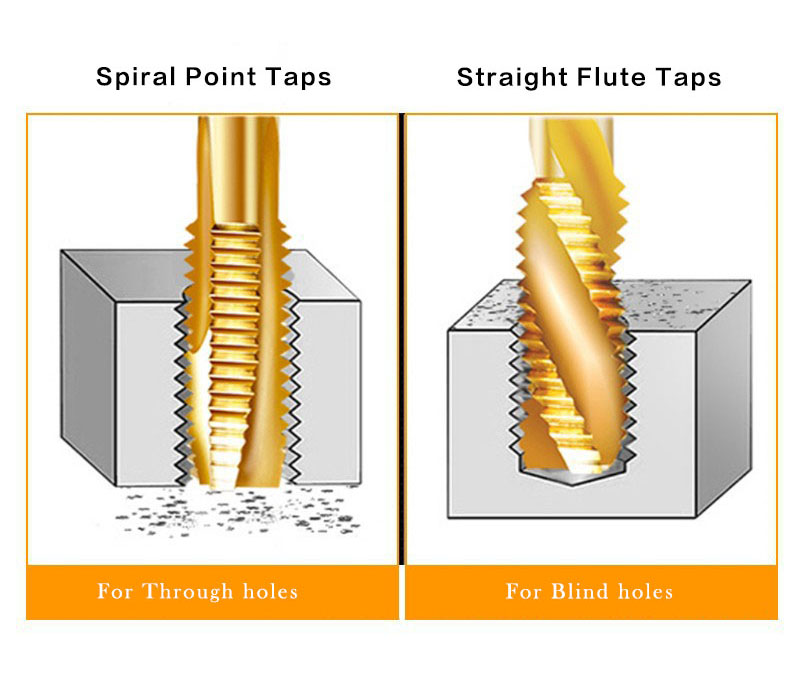
1. Основные характеристики: специально разработаны для сквозных отверстий
- Дизайн, ориентированный на стружку: Геометрическая структура спиральных точек заставляет стружку выбрасываться вперед (вдоль дна отверстия), что делает их идеально подходящими для обработки сквозных отверстий.
- Преимущество по эффективности: В сквозных отверстиях стружка может падать прямо, без необходимости в обратной резке, что приводит к увеличению эффективности обработки более чем на 50% по сравнению с ручными плашками.
2. Двусторонняя проблема глубокой обработки отверстий
- Применяемые сценарии:
- Мелкие сквозные отверстия (глубина отверстия ≤ 3 диаметра): лучшие результаты, плавное нарезание стружки без остаточной массы.
- Глубокие отверстия (глубина отверстия>5 диаметров): требуется система охлаждения высокого давления, в противном случае длинные стружки могут запутаться.
3. Табу для обработки:
- Обработка слепых отверстий: Структура спиральных точек не может обратным образом выбрасывать стружку, что может привести к накоплению стружки и поломке инструмента (в этом случае следует использовать плашку с спиральным канавком).
"Преобразователи" материалов: Правильный выбор материала = Половина выигранной битвы
1. "Братская дуэль" HSS и HSSE
- Традиционная HSS (Высокоскоростная сталь):
- Подходящие сценарии: Обработка общего углеродистого металла, чугун
- Экономическое преимущество: Снижение стоимости на 35% при заказах малых партий
- Обновленная HSSE (Кобальтовая высокоскоростная сталь):
- Красная твердость при высокой температуре: увеличение сохранения твердости на 50% при 600°C
- Практический пример: Обработка отверстий для винтов из нержавеющей стали 316, срок службы в 3 раза больше, чем у обычных плашек
2. "Окончательный вызов" Карбида
- Эксперт по микро-резьбе:
- Может обрабатывать резьбы M1.2 (приблизительно толщины человеческого волоса)
- Запатентованный дизайн режущей кромки: Переход радиусом 0,02 мм (сравнено под микроскопом)
- Чемпион по обработке глубоких отверстий:
- Успешный случай: Обработка глубоких отверстий диаметром 12x (общая длина 96 мм)
- Дизайн для предотвращения переломов: Постепенное утолщение диаметра шейки (снижение концентрации напряжений на 70%)
"Интеллектуальная навигационная система" угла спирали
1. "Тест на личность" для металлов
- "Липкость" алюминиевого сплава → Угол спирали 25° + полированная стенка канавки (коэффициент трения снижен до 0.12)
- "Упрямство" нержавеющей стали → Угол спирали 12° + отрицательная передняя кромка (снижение пикового режущего усилия на 18%)
- "Чувствительная конституция" титановый сплав → Угол спирали 18° (изменение на 0.7° на мм)
2. Технология динамического подбора угла
| Тип материала | Рекомендуемый угол | Особая обработка | Подходящие сценарии |
|---|
| Низкоуглеродистая сталь | 15° | Обычная полировка | Обычные механические детали |
| Никелевые сплавы | 8° | Скос кромки + микро-покрытие | Детали для авиационных двигателей |
| Чугун с шаровидным графитом | 20° | Усиленные канавки для удаления стружки | Автомобильные тормозные системы |
3. Специальная миссия для немецких клиентов
- Задача: Обработка резьбы на гидравлическом корпусе клапана диаметром 3 мм и глубиной 15 мм
- Решение:
- Использование начального угла 12° с интеллектуальным переменным углом, который увеличивается на 0,3° за каждый оборот
- Индивидуальная сверхкороткая структура хвостовика (общая длина всего 22 мм)
- Результаты: ✔ Процент успешной обработки увеличился с 68% до 99% ✔ Время обработки одного изделия снизилось на 40%
«Пятислойная защитная система» технологии покрытия
1. Схема структуры защитного слоя
- [Основание] → [Слой связывания] → [Укрепляющий слой] → [Функциональный слой] → [Интеллектуальный слой]
- Карбид → TiN → AlCrN → MoS₂ → Температурно-чувствительное покрытие
- Умное предупреждение: Когда температура превышает 300°C, покрытие становится красным (как «термометр»)
2. Отчет о тестировании в экстремальных условиях
| Тестируемый элемент | Международный стандарт | Характеристики нашего продукта |
|---|
| Выносливость при высоких температурах | ISO 3685 | Обработка при 750°C в течение 1 часа без окисления |
| Коррозионная стойкость | ASTM B117 | Отсутствие ржавчины в 5% соляном тумане в течение 200 часов |
| Сопротивление к адгезии | DIN 50324 | Отсутствие накопления стружки при обработке алюминиевых сплавов |
«План управления трафиком» системы удаления стружки
1. Три основные конструкции
- Широкие полосы: Ширина канавки увеличена на 20%, скорость удаления стружки ↑35%
- Противозасоряющие кривые: Дизайн наклона 60° для предотвращения накопления стружки
- Аварийная полоса: Запасная канавка для удаления стружки (глубина увеличена на 0,1 мм)
2. Три «жизненно важные» техники для обработки глубоких отверстий
- Сегментированная методика нарезки резьбы: Останавливать каждую 3 мм и очищать стружку каждые 0,5 мм
- Формула охлаждающей жидкости: Специальное масло с добавками для экстремального давления
- Контроль скорости:
- Начальная фаза: 1500 об/мин для быстрого входа
- Средняя фаза: 800 об/мин для стабильной обработки
- Фаза выхода: 200 об/мин для финишной обработки
Проблемы отрасли «Файлы трещин»
Сценарий 1: Автомобильная промышленность — Обработка чугунных цилиндров
- Проблема: Частое откалывание кромки
- Используемые решения:
- Ультратонкозернистый материал HSSE (ASTM 12 класс)
- Композитное покрытие из алюминия и оксида
- Усиленный дизайн радиуса шейки
Сценарий 2: Медицинская промышленность
- Проблема: Переломы микро-резьбы в костных винтах
- Инновационное решение:
- Медицинский карбидный материал
- Контроль перепрыгивания диаметра 0,005 мм
- Результат: Прошел сертификацию медицинского оборудования ISO 13485
Итог:
От гибкости титановый сплавов до кризиса при обработке глубоких отверстий, от строгости немецких стандартов до прагматизма американских стандартов, производство индивидуальных спиральных нарезных плашек — это совместная битва, которая охватывает науки о материалах, гидродинамику и интеллектуальное производство. С точностью до миллиметра, интеллектуальными покрытиями и глобальной сетью обслуживания мы построили «непрерывную защитную линию для нарезки резьбы» для клиентов в 12 странах. Когда ваша производственная линия сталкивается с упорными проблемами обработки, всегда найдется плашка, созданная для удовлетворения ваших потребностей.


 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.