Индивидуальные решения по покрытию для прецизионных режущих инструментов
В конкурентной борьбе высококачественного производства многослойная структура покрытий для режущих инструментов тихо переопределяет правила обработки. С приближением производительности однослойных покрытий к их физическим пределам, многослойные нанометровые структуры, предлагающие регулировку напряжений, функциональную интеграцию и блокировку дефектов, становятся ключом к преодолению проблем обработки в аэрокосмической, новой энергетической промышленности и других передовых отраслях.
1. Научная логика выбора покрытия
1.1 Четыре основные функции покрытий для инструментов
- Защитный щит: Формирует защитный слой толщиной 2-5 мкм на поверхности инструмента (эквивалентен 1/20 толщины человеческого волоса).
- Смазочный слой: Некоторые покрытия имеют коэффициент трения до 0,15, приближаясь к скользкости льда.
- Отведение тепла: Некоторые покрытия могут снизить температуру резания более чем на 200°C.
- Индикатор износа: Состояние износа покрытия напрямую отражает, оптимизированы ли параметры обработки.

HSSE TAP С ПОКРЫТИЕМ TiN
1.2 Золотая формула для сочетания материалов и покрытий
| Обрабатываемый материал | Рекомендуемое покрытие | Ключевое улучшение характеристик | Типичное применение |
|---|
| Нержавеющая сталь | TiAlCrN + MoS₂ | Анти-адгезия, коррозионная стойкость | Части пищевого оборудования |
| Титановый сплав | AlCrN + WS₂ | Анти-диффузия, низкое трение | Производство крепежных элементов для аэрокосмической отрасли |
| Алюминиевый сплав | CrN + DLC | Анти-накопление края, гладкость поверхности | Автомобильные двигательные блоки |
| Композитные материалы | Многослойное градиентное покрытие | Анти-откалывание, буферизация напряжений | Сверление лопастей ветровых турбин |
|
ТВЕРДОСПЛАВНЫЕ СВЕРЛА С ПОКРЫТИЕМ TiAlN
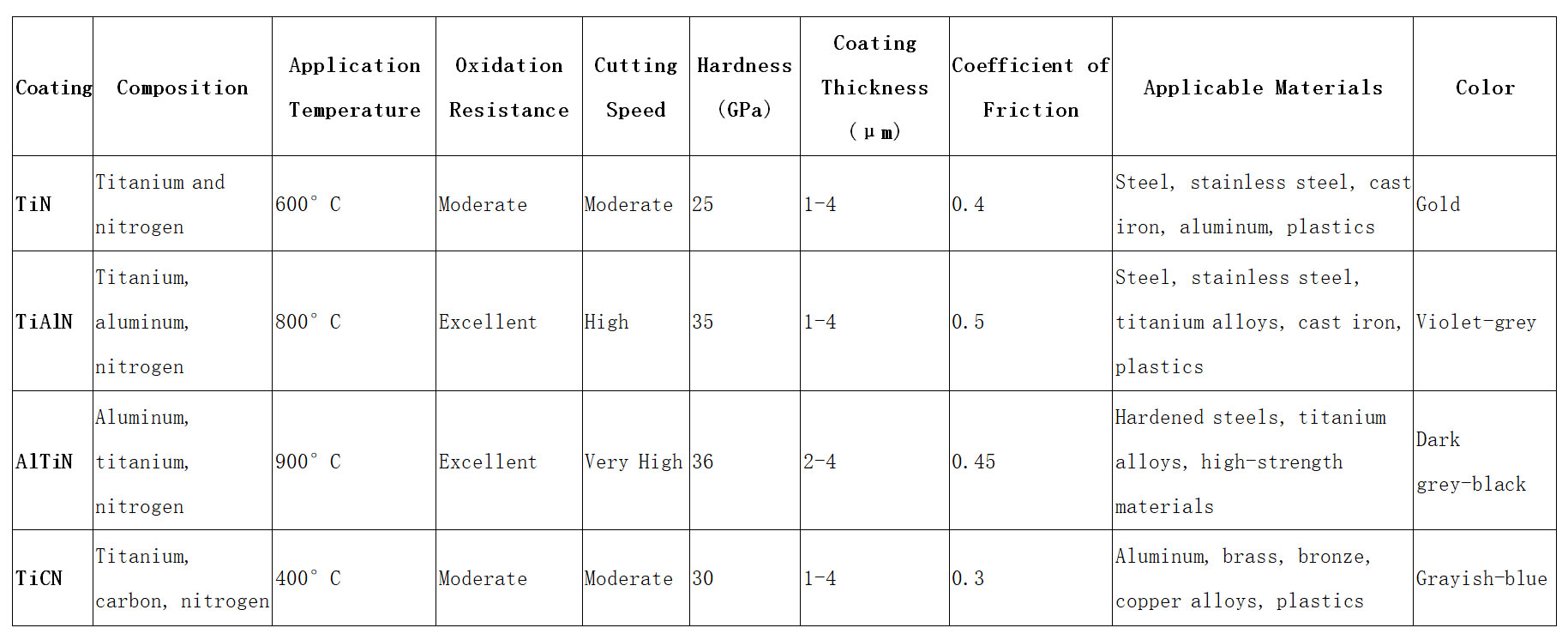
2. Сравнение распространенных покрытий
3. Ключевые технологические моменты в процессах покрытия
3.1 Внутри установки для вакуумного покрытия
- Предварительная обработка:
- Плазменная очистка (удаление загрязнений нанометрового размера).
- Бомбардировка аргоновыми ионами (повышение активации поверхности).
- Процесс осаждения:
- Контроль температуры: 350-450°C (обеспечивает сохранение твердости HSS).
- Контроль давления: 0,3-0,5Па (эквивалентно атмосферному давлению на вершине Эвереста).
- Контроль времени: 2-4 часа (каждый микрон требует 30-50 минут).
- Послеобработка:
- Микро-пескоструйная обработка (повышает адгезию покрытия).
- Пассивирование (улучшает коррозионную стойкость).
3.2 Трехуровневая система обеспечения качества
- Лабораторные испытания:
- ✔ Тест на царапины: Выдерживает давление 5 кг без отслаивания.
- ✔ Тест на солевой туман: 720 часов без ржавчины.
- ✔ Металлографический анализ: Осмотр под увеличением 2000x.
- Полевые испытания:
- ✔ Тест на непрерывную обработку: Отслеживание кривой срока службы инструмента.
- ✔ Анализ морфологии стружки: Оценка состояния покрытия.
- Отслеживание клиентов:
- ✔ База данных срока службы инструмента: Накоплено более 100 000 точек данных по обработке.
4. Философия проектирования многослойных покрытий
4.1 Почему используется многослойная структура, напоминающая "пирог"?
- Буферизация напряжений: Твердые слои (например, AlTiN) чередуются с мягкими слоями (например, MoS₂) для распределения сил удара при резании.
- Функциональная сегментация:
- Износостойкий внешний слой (2 мкм TiCN)
- Теплоизоляционный средний слой (1,5 мкм Al₂O₃)
- Слой с высокой адгезией (0,5 мкм CrN)
- Блокировка дефектов: Каждый слой имеет толщину ≤1 мкм, что предотвращает распространение трещин.
4.2 Типичные конструкции многослойных покрытий
| Тип структуры | Слои | Общая толщина | Применение | Улучшение характеристик |
|---|
| Градиентная структура | 5-8 | 3-5 мкм | Прерывающее резание нержавеющей стали | Анти-откалывание +40% |
| Наноструктурированное | 50+ | 2-3 мкм | Финишная обработка титановым сплавом | Коэффициент трения ↓35% |
| Чередование мягкий/твердый | 10-15 | 4-6 мкм | Сверление композитных материалов | Срок службы инструмента ↑300% |
| Функциональное композитное | 3-5 | 5-8 мкм | Фрезерование высокотемпературных сплавов | Температурная стойкость ↑200°C |
|
5. Реальные применения покрытия
5.1 Прорыв в заказах на автомобильные части в Европе
- Проблемы клиента:
Обработка корпусов трансмиссий VW DQ200 (материал: EN-GJS-600).
Срок службы сверла ограничен 800 отверстиями, что требует частой замены инструмента.
- Решение:
- ① Внедрение технологии HiPIMS для осаждения покрытия (Ti,Al,Si)N.
- ② Оптимизация угла подъема резьбы (снижение силы резания на 30%).
- ③ Индивидуальная обработка пассивацией.
- Результаты:
- ✔ Срок службы сверла увеличен до 3,200 отверстий.
- ✔ Пройден аудит процесса VDA6.3 от VW.
- ✔ Заключено рамочное соглашение на 5 лет.
5.2 Успех в заказах на медицинские изделия в Северной Америке
- Требования клиента:
Обработка ортопедических титановыми имплантатов (шероховатость поверхности Ra ≤0,4 мкм).
- Технические достижения:
- ✔ Разработка наноструктурированного покрытия (HV3200, коэффициент трения 0,18).
- ✔ Инновационная стратегия охлаждения (поддержание температуры режущей кромки ниже 150°C).
- ✔ Интеграция системы мониторинга покрытия в реальном времени.
- Достижения сертификации:
- ✔ Одобрение FDA 510(k).
- ✔ Соответствие стандартам медицинского титана ASTM F136.
- ✔ Принятие в сеть поставщиков Johnson & Johnson.
5.3 Задача сверления композитных слоев для аэрокосмической отрасли
- Проблемы:
- Сверление материала CFRP + титановый сплав:
- Образование заусенцев в слое CFRP.
- Сильное прилипание в слое титановый сплав.
- Индивидуальное решение:
- Покрытие с градиентным переходом:
- Основной слой: CrN (увеличивает адгезию).
- Средний слой: TiAlN/WC-C (10 чередующихся слоев).
- Верхний слой: Si-DLC (смазка и анти-адгезия).
- Прорывы:
- ✔ Качество стенки отверстия соответствует стандартам BAC5613.
- ✔ Срок службы сверла увеличен с 15 до 120 отверстий.
- ✔ Эффективность обработки увеличена на 60%.
6. Часто задаваемые вопросы о покрытиях
6.1 Стоимость
Q: Насколько дороже покрытые инструменты? Оправдывают ли они свою стоимость?
| Фактор стоимости | Непокрытое сверло | Покрытое сверло | Разница |
|---|
| Стоимость покупки | $28 | $35 | +25% |
| Частота обработки на инструмент | 1,200 | 4,500 | +275% |
| Стоимость простоя из-за смены инструмента | $16 | $5 | -69% |
| Общая стоимость за 1,000 деталей | $36.7 | $13.3 | -64% |
|
6.2 Как выбрать правильное покрытие?
Дерево решений:
- Твердость материала ≥35 HRC?
- Да → Выберите многослойное покрытие на основе AlTiN.
- Нет → Выберите многослойное покрытие на основе TiCN.
- Скорость резания >150 м/мин?
- Да → Добавьте термобарьерный слой (например, добавление Y₂O₃).
- Нет → Сосредоточьтесь на дизайне износостойкого слоя.
- Ограничены условия охлаждения?
- Да → Включите слой твердого смазочного материала (WS₂/MoS₂).
- Нет → Оптимизируйте комбинацию чистых твердых слоев.
7. Заключение
От градиентных переходных конструкций до интеллектуальных покрытий с переменной толщиной, многослойная технология покрытия строит "молекулярную броню" для режущих инструментов, адаптированную к сложным условиям обработки. Эта инновация не только увеличивает срок службы инструмента в 3-5 раз, но и укрепляет конкурентоспособность Китая на фоне мировых производителей в сфере высококачественной обработки.

 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.