
Метчик без проблем: Практическое руководство по регулировке диаметров сверл для метчиков для различных материалов
В прецизионной обработке качество нарезки резьбы напрямую влияет на срок службы и точность сборки компонентов. Среди множества факторов, влияющих на успех, регулировка диаметра сверла для метчиков часто является ключом к успеху. Материальные характеристики, такие как упругость алюминиевых сплавов или тепловое расширение и адгезия нержавеющей стали, делают стандартные параметры ненадежными. Это руководство, основанное на материаловедении и межотраслевых данных, систематически разрабатывает логику регулировки для 16 распространенных материалов. Оно согласуется с глобальными стандартами (включая ANSI, DIN и ISO), вводит стратегии компенсации для толщины деталей и предлагает советы по совместимости с машинами, чтобы помочь операторам достичь оптимального баланса между производительностью и стоимостью.
| Спецификация резьбы | Диаметр сверла ISO | Диаметр сверла ASME | Диаметр сверла DIN | Типичное применение |
|---|---|---|---|---|
| M6×1 | Ø5.0 мм | Ø5.05 мм | Ø4.95 мм | Автомобильные компоненты двигателя |
| 1/4"-20 | Ø5.1 мм | Ø5.15 мм | - | Гидравлические трубопроводы |
| M8×1.25 | Ø6.8 мм | Ø6.75 мм | Ø6.7 мм | Руководства для станков |
 Инсайт отрасли: Немецкие клиенты часто запрашивают диаметр сверла на 0.02 мм меньше для улучшения прочности резьбы.
Инсайт отрасли: Немецкие клиенты часто запрашивают диаметр сверла на 0.02 мм меньше для улучшения прочности резьбы.
| Тип материала | Пример детали | Увеличение по сравнению со стандартом | Рекомендуемый тип метчика |
|---|---|---|---|
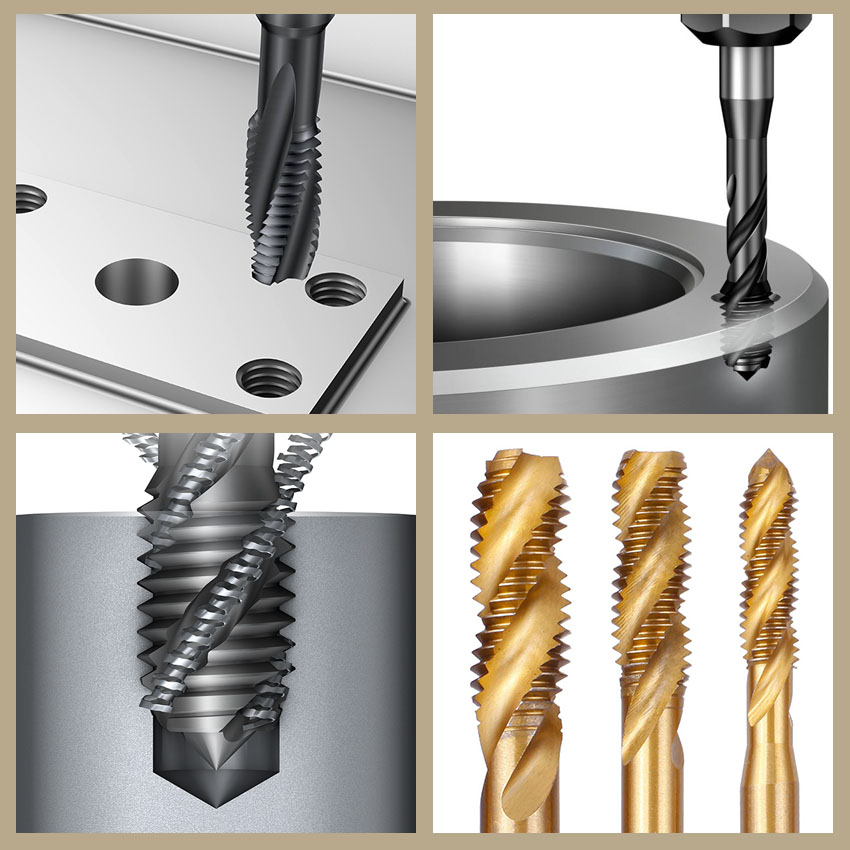
| Алюминиевый сплав | Корпуса / радиаторы | +0.05 мм | Метчик HSS с витковой канавкой |
| Нержавеющая сталь 304 | Фланцы / клапаны | +0.03 мм | Метчик HSS-E с кобальтом |
| Среднеуглеродистая сталь | Шестерни / валы | Без изменения | Метчик из карбида |
| Латунь | Сантехнические детали | +0.07 мм | Метчик HSS с прямой канавкой |
| Толщина заготовки | Стратегия регулировки | Рекомендуемый тип метчика |
|---|---|---|
| < 3 мм | Сверло +0.05 мм | HSS-E для тонкого листа |
| 3–8 мм | Стандартные значения | Универсальная серия из карбида |
| > 8 мм | Сверло –0.03 мм | Метчик для глубоких отверстий с витковой канавкой |
 Практичный урок: Клиент не скорректировал для алюминия толщиной 12 мм, что привело к разрушению корня резьбы.
Практичный урок: Клиент не скорректировал для алюминия толщиной 12 мм, что привело к разрушению корня резьбы.
Нарезка резьбы — это деликатный баланс между поведением материала, возможностями инструмента и условиями процесса. От предварительного увеличения отверстий для алюминия до ступенчатого охлаждения для нержавеющей стали — каждый материал требует индивидуальных стратегий предварительной обработки. Такие переменные, как толщина детали и тип машины, также должны быть учтены в модели коррекции. С использованием сравнительных глобальных стандартов, таблиц компенсации толщины и диагностики морфологии стружки это руководство создает полный рабочий процесс — от подготовки сверления до окончательной проверки. Независимо от того, работаете ли вы с тонкостенными деталями для электродвигателей EV или точными резьбами для ортопедических имплантатов, овладение основными принципами и гибкое применение параметрических регулировок обеспечивает стабильное, высокоэффективное нарезание резьбы.
 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках. 