Центровое сверло: "Эксперт по позиционированию" в точной обработке
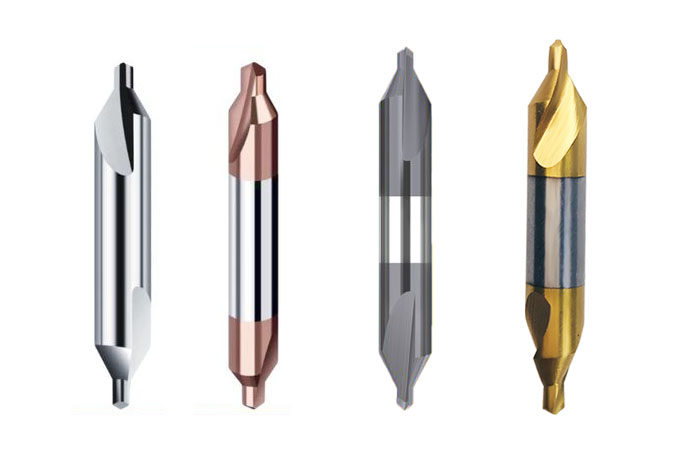
В механическом цехе существует небольшой инструмент с типичным диаметром всего 3–10 мм. Хотя он менее заметен, чем сверла или фрезы, он играет ключевую роль в каждом процессе обработки прецизионных компонентов — служа "первым актом" для операций обработки. Этот инструмент — центровое сверло.
Физические принципы точной передачи
1. Теория цепочки датумов
Согласно стандарту ISO 230-1 для точности станков, ошибки обработки следуют принципу "передачи датума". Как первый датум, ошибка позиционирования центрального отверстия 0,01 мм может быть усилена до 0,05 мм после трех этапов обработки. В производстве автомобильных трансмиссионных шестерен это может привести к увеличению шума сцепления на 6 дБ.
2. Требования термодинамического равновесия
При обработке длинных валов центральное отверстие и центр токарного станка образуют пару трения, принимая осевые силы от 200 до 500 Н. Конусная форма 60° обеспечивает равномерное распределение контактного напряжения по площади контакта 3,5 мм², предотвращая локальные повышения температуры выше критического порога в 120°C.
3. Компенсация динамической жесткости
При высокоскоростной обработке (8000 об/мин) ошибки круглости центрального отверстия могут вызвать радиальную биение 0,8 мкм. Качественно просверленное центральное отверстие может ограничить амплитуду вибраций системы до 0,15 мм/с², улучшая шероховатость поверхности на одну ступень.
Микроскопическая битва в материаловедении
1. Теория игры элементов сплава
Соотношение вольфрама и ванадия в быстрорежущей стали (HSS) непосредственно влияет на ее красную твердость:
- W6Mo5Cr4V2 (стандартная HSS): 18% содержания вольфрама обеспечивает стабильность резания при 600°C.
- HSS-E (кобальтовая HSS): Добавление 5% кобальта увеличивает термостойкость на 30%, подходит для закаленных сталей до 42 HRC.
- PM-HSS (порошковая металлургия HSS): Размер частиц карбида 0,5 мкм, с изгибающей прочностью более 4000 МПа.
2. Революция границ зерна в цементированном карбиде
Используется сплав WC-Co с градиентной структурой:
- Поверхностный слой (6% содержание Co): Укрепляет прочность и предотвращает скалывание кромки.
- Основной слой (10% содержание Co): Улучшает ударную прочность.
- Размер зерна 0,8 мкм: Снижает скорость износа до 0,03 мм на 100 м резания.
3. Временная и температурная функция термообработки
Расшифровка кривой процесса вакуумного закаливания:
- Фаза предварительного нагрева: 850°C × 30 мин (предотвращает термическое растрескивание)
- Аустенитизация: 1180°C × 5 мин (обеспечивает полное растворение карбида)
- Шаговое закаливание: 560°C × 15 мин в соляной ванне (образует мелкий мартенсит)
- Тройное отжиг: 560°C × 1 ч × 3 цикла (остальной аустенит <3%)
Нанометровое исполнение геометрической точности
1. Золотое сечение углов резания
- Угол точки 60° ± 0,5°: Обеспечивает коэффициент толщины стружки 0,3, балансируя режущую силу и эффективность эвакуации стружки.
- Угол relief 8° ± 1°: Предотвращает трение с заготовкой, снижая резное тепло на 30%.
- Наклон резца 55°: Минимизирует колебания осевой силы и улучшает точность позиционирования отверстия.
2. Матрица укрепления режущей кромки
| Тип кромки | Радиус шлифовки | Применение | Увеличение срока службы инструмента |
|---|
| Острая кромка | 0,02 мм | Точная обработка алюминиевых сплавов | Базовый уровень |
| Т-обработанная кромка | 0,05 мм | Прерывистое резание нержавеющей стали | 80% |
| Полностью округлая кромка | R0,1 мм | Высокотемпературные сплавы | 150% |
| Микро-нанотекстурированная кромка | 0,8 мкм волновой рисунок | Композитные материалы | 200% |
|
Прорывы на молекулярном уровне в обработке поверхностей
1. Слоистая архитектура покрытий PVD
TiAlSiN/TiN Нано-Многослойное Покрытие:
- Толщина одного слоя 50 нм, общая толщина 3 мкм
- Твердость 3500 HV, коэффициент трения 0,25
- Устойчивость к окислению до 1100°C (увеличивает срок службы инструмента в 5 раз при обработке Inconel 718)
2. Контроль роста покрытий CVD из алмазов
Концентрация метана: 1,5%, температура осаждения: 800°C
- Размер зерна: 5–10 мкм, шероховатость поверхности Ra0,05 мкм
- Коэффициент отслаивания <0,5% при обработке GFRP (по сравнению с 15% для традиционных инструментов)
3. Самоадаптирующиеся механизмы в умных покрытиях
Покрытие твердого смазочного вещества MoS₂/WSe₂: Коэффициент трения уменьшается с 0,15 до 0,08 с увеличением температуры.
Покрытие с фазовым переходом: При 600°C активирует трансформацию ZrO₂, образуя самовосстанавливающийся оксидный слой.
Основные применения в системах обработки
1. Спасительная линия вращающихся компонентов
- Операции на токарных станках: Компоненты валов с соотношением длины к диаметру >5 требуют двухцентровой опоры.
- Шлифовальные процессы: Прецизионные шпиндели зависят от центральных отверстий для круглости в пределах 0,002 мм.
- Производство зубчатых колес: Процессы червячного фрезерования зависят от центральных отверстий для контроля кумулятивных ошибок шагов.
2. Основная ось координации многопроцессных операций
Кейс: Обработка турбинного вала для авиационного двигателя
Поток процессов: Центровка → Внешнее шлифование → Фрезерование канавок → Термальная обработка → Прецизионное шлифование
Центровое отверстие обеспечивает:
- Точность позиционирования между процессами (точность повторного позиционирования в пределах 0,005 мм)
- Направление снятия напряжений (деформация при закалке контролируется в пределах 0,03 мм)
- Эталон для измерений размеров (датум для измерений на CMM)
3. Ключ к обработке сложных материалов
При обработке титаново-алюминиевого сплава TC4:
- Обычные сверла вызывают упрочнение материала (повышение твердости поверхности на 50%)
- Специализированные центровые сверла используют комбинацию угла спирали 20° + нано-покрытия
- Результаты: Снижена режущая сила на 35%, остаточное напряжение в стенках отверстия контролируется в пределах -200 МПа
Решения болевых точек отрасли
Кейс 1: Проблема позиционирования при обработке коленчатого вала
Немецкий автопроизводитель столкнулся с высокой частотой брака при производстве коленчатых валов V8 из-за неправильного выравнивания центральных отверстий. Наше решение:
- Использование карбидных сверл для обработки закаленной стали 42CrMo4
- Кастомизация угла снятия 118° для уменьшения износа центра
- Интеграция внутренней охлаждающей структуры для контроля температуры резания
Результаты: Точность шагов отверстий стабилизировалась в пределах 0,008 мм, срок службы инструмента увеличен до 1500 деталей на одно сверло.
Кейс 2: Обработка высокотемпературных сплавов в аэрокосмической отрасли
Для проблем при обработке Inconel 718:
- Разработан микрошлифованный край с углом 0,05 мм
- Применена технология градиентного покрытия нано-кристаллов
- Оптимизированы параметры резания: Vc = 15 м/мин, f = 0,02 мм/об
Результаты: Срок службы инструмента увеличен с 5 до 87 отверстий, шероховатость поверхности улучшена до Ra 0,4 мкм.
Заключение
В точной обработке центровое сверло служит ориентиром, подобно спутнику в GPS-системе, создавая пространственную координатную основу с точностью до микрон. За этим, казалось бы, простым инструментом стоит основная логика прецизионной инженерии.

 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.