
Глубокий анализ твердосплавных сверл: двойная революция в прецизионном производстве и мировой торговле
"Когда твердосплавное сверло с диаметром всего 0,5 мм увеличивается под микроскопом, его зернистая структура на режущем крае выглядит настолько плотной, как соты, а поверхность его спиральной канавки гладкая, как зеркало. Это секрет его способности легко проникать в титановые сплавы при 30 000 об/мин. Будучи 'конечным инструментом' современного прецизионного производства, твердосплавное сверло достигает непревзойденной жесткости и срока службы по сравнению с традиционными паяными сверлами благодаря своему 100%-ному сплаву и обработке кромки на нанометровом уровне. От 0,1 мм отверстий в костях в минимально инвазивных медицинских устройствах до глубоких отверстий в турбинных лопатках авиации — его предельные характеристики продолжают переопределять границы точности промышленного производства."

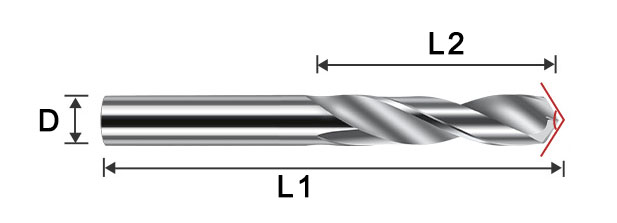
Скульптируется из одного металлического блока (в отличие от паяного сверла: как кончик карандаша, прикрепленный к деревянной палочке)
Идеально подходит для обработки твердых материалов: нержавеющая сталь, титановый сплав, углеродное волокно и др.
Разбивка стоимости сырья:
Тунгстеновый порошок (68%) > Кобальтовый порошок (22%) > Энергозатраты на спекание (10%)
Сравнение цен:
Одно высококачественное сверло ≈ 1 г серебра (связано с текущими рыночными ценами на драгоценные металлы)
Аналогия с спеканием: как приготовление алмазов в скороварке (1500°C + 200 атмосфер)
Точная настройка: эквивалентно гравировке QR-кода на волоске (точность кромки ≤ 0,005 мм)
Ищите маркировку "Карбид" (в отличие от обычной быстрорежущей стали)
Особенности премиальных сверл: однородный металлический блеск (некачественные изделия могут иметь пятна или поры)
Рекомендуемые углы в зависимости от материала:
Пример: Вьетнамский завод автозапчастей увеличил эффективность обработки алюминия на 40% при переходе на сверла с углом 140°
Сравнение свойств популярных покрытий:
Совет: Для морских экспортов выбирайте двуслойное покрытие для дополнительной защиты
Популярные предпочтения по регионам:
Осторожно с различиями в производстве "Полностью заточенное" vs "Полу-заточенное" (проверьте гладкость кромки)
Обязательные тесты: Тест на твердость HRC ≥ 90
Возможная причина: избыточная скорость (Совет: обработка нержавеющей стали требует средней скорости, как при движении на скорости 60 км/ч)
Решение: Используйте масло канолы в качестве временной замены профессиональных режущих жидкостей
Контрольный список:
Проверьте твердость материала – твердые материалы требуют более твердых сверл
Убедитесь в надежной фиксации – допустимое перемещение < 1 мм
От ультратонкого контроля зернистости в материале подложки до радиусных переходов режущей кромки на уровне 3 мкм, технологические прорывы твердосплавных сверл — это по сути "двойная спиральная эволюция" науки о материалах и прецизионной обработке. С развитием технологии 5-осевого одновременного шлифования и систем искусственного интеллекта для обнаружения дефектов, эти "металлические скальпели" переопределяют возможности современного производства.
 Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.
Мы разрабатываем дизайн в соответствии с требованиями клиентов или предлагаем им наши новые разработки. Благодаря мощным возможностям OEM/ODM мы можем удовлетворить ваши потребности в поставках.